CN113789680B - Bamboo fiber fluff pulp and preparation method and application thereof - Google Patents
Bamboo fiber fluff pulp and preparation method and application thereof Download PDFInfo
- Publication number
- CN113789680B CN113789680B CN202111086888.1A CN202111086888A CN113789680B CN 113789680 B CN113789680 B CN 113789680B CN 202111086888 A CN202111086888 A CN 202111086888A CN 113789680 B CN113789680 B CN 113789680B
- Authority
- CN
- China
- Prior art keywords
- pulp
- fiber
- fluff pulp
- fibers
- bamboo
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/12—Pulp from non-woody plants or crops, e.g. cotton, flax, straw, bagasse
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/11—Halides
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/13—Silicon-containing compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/64—Alkaline compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/66—Salts, e.g. alums
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
Landscapes
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Paper (AREA)
Abstract
Description
技术领域technical field
本发明属于绒毛浆改性技术领域,具体涉及一种竹纤维绒毛浆及其制备方法和应用。The invention belongs to the technical field of fluff pulp modification, and in particular relates to a bamboo fiber fluff pulp and its preparation method and application.
背景技术Background technique
填充在卫生巾、纸尿裤等卫生用品的垫芯层,呈棉絮状,有高蓬松度、高吸水性的纤维材料就是绒毛浆。绒毛浆作为一次性卫生用品的主要原料,近几年来,人民生活品质得到大幅改善,消费者更注重尿不湿、卫生巾等一次性卫生用品的使用感受,国内对绒毛浆的需求持续上涨。目前市面上销售的高档绒毛浆几乎全部是洋品牌,国产的绒毛浆生产相对低档,近年来进口商品绒毛浆主要包括美国乔治亚太平洋公司生产的G.P牌金岛绒毛浆、法国白鸥牌绒毛浆、美国Angel牌和加拿大W.P牌等,与进口商品绒毛浆相比,国产绒毛浆蓬松度较差,吸收性能不佳。因此,有必要深入研究绒毛浆浆板绒毛化技术,提高国产绒毛浆的品质。Filled in the core layer of sanitary products such as sanitary napkins and diapers, it is in the form of cotton wool, and the fiber material with high bulkiness and high water absorption is fluff pulp. Fluff pulp is the main raw material of disposable sanitary products. In recent years, the quality of life of people has been greatly improved. Consumers pay more attention to the experience of using disposable sanitary products such as diapers and sanitary napkins. The domestic demand for fluff pulp continues to rise. At present, almost all the high-end fluff pulp sold on the market are foreign brands, and the production of domestic fluff pulp is relatively low-grade. American Angel brand and Canadian W.P brand, etc., compared with imported fluff pulp, domestic fluff pulp has poorer bulkiness and poor absorption performance. Therefore, it is necessary to further study the fluffing technology of fluff pulp board to improve the quality of domestic fluff pulp.
目前,绒毛浆市场上的产品大都以针叶木纤维为原料,因其具有纤维长度长、粗度大、半纤维素含量低、杂细胞含量低等特点,生产得到的绒毛浆纤维性能比较好。而森林资源相对匮乏,国内的绒毛浆生产厂家多是以非木材和阔叶木材为原料生产绒毛浆,虽然相对于针叶木纤维,阔叶木材纤维较短,较高的有机抽出物含量(主要是树脂)均大大损害绒毛浆的吸液能力。此外,纤维长度短,加上本身存在大量杂细胞,均不利于绒毛浆芯层完整性、蓬松度等性能。竹浆的杂细胞含量高,大量存在的杂细胞导致浆板结合强度增加,致使浆板耐破度偏高,致使干解离时产生纤维切断严重,并且粉尘量大。At present, most of the products in the fluff pulp market use coniferous wood fibers as raw materials. Because of the characteristics of long fiber length, high thickness, low hemicellulose content, and low content of miscellaneous cells, the fluff pulp fibers produced have better performance. However, forest resources are relatively scarce, and most domestic fluff pulp manufacturers use non-wood and broad-leaved wood as raw materials to produce fluff pulp. Although compared with coniferous wood fibers, broad-leaved wood fibers are shorter and have higher organic extract content (mainly resin) greatly impairs the liquid absorption capacity of fluff pulp. In addition, the short length of the fiber and the presence of a large number of miscellaneous cells are not conducive to the integrity and bulkiness of the fluff pulp core layer. The content of miscellaneous cells in bamboo pulp is high, and a large number of miscellaneous cells will increase the bonding strength of pulp boards, resulting in high bursting strength of pulp boards, resulting in severe fiber cutting and large amount of dust during dry dissociation.
我国竹林面积位居世界第二,竹林产量位居世界第一,全世界的竹类植物约有70余属,超过1000多种,我国拥有其中的40余属,500多种。竹子具有生长快、生物量大、砍伐周期短,一次种植可永续利用,每年可收获竹材而又不破坏竹林等优势。因此,充分利用我国丰富的竹材资源,针对性地进行绒毛浆制造开发利用,将有利于缓解绒毛浆制造用纤维原料不足的紧张局势,进而降低绒毛浆制造对外依存度。my country's bamboo forest area ranks second in the world, and bamboo forest output ranks first in the world. There are more than 70 genera and more than 1,000 species of bamboo plants in the world, and my country has more than 40 genera and more than 500 species. Bamboo has the advantages of fast growth, large biomass, short felling cycle, sustainable use of one-time planting, and annual harvest of bamboo without destroying bamboo forests. Therefore, making full use of my country's rich bamboo resources and targeted development and utilization of fluff pulp production will help alleviate the tension of insufficient fiber raw materials for fluff pulp production, thereby reducing the foreign dependence of fluff pulp production.
经过研究发现,通过加入一定含量的木浆纤维,两者混合来改善单一竹纤维带来的缺陷,并通过加入解键剂与膨松剂解决绒毛浆的起绒问题和吸液性能,并且通过一定的桨板抄造过程压榨工艺,采取热压榨的措施来改善绒毛浆的起绒性,满足绒毛浆所需要的产品要求。After research, it was found that by adding a certain amount of wood pulp fiber and mixing the two to improve the defects caused by a single bamboo fiber, and by adding a debonding agent and a leavening agent to solve the fluffing problem and liquid absorption of the fluff pulp, and through A certain pressing process in the paddle board making process, hot pressing measures are taken to improve the napping property of fluff pulp, and meet the product requirements required for fluff pulp.
发明内容Contents of the invention
针对现有技术存在的上述不足,本发明的目的是提供一种竹纤维绒毛浆及其制备方法和应用。Aiming at the above-mentioned deficiencies existing in the prior art, the purpose of the present invention is to provide a kind of bamboo fiber fluff pulp and its preparation method and application.
为了实现上述发明目的,本发明采用如下技术方案:In order to realize the foregoing invention object, the present invention adopts following technical scheme:
一种竹纤维绒毛浆的制备方法,包括以下步骤:A preparation method for bamboo fiber fluff pulp, comprising the following steps:
(1)基础浆料的调配(1) Deployment of basic slurry
室温条件下,在水中将竹纤维与木浆纤维充分均匀疏解分散,得到基础浆料;Under room temperature conditions, the bamboo fiber and wood pulp fiber are fully and evenly dispersed in water to obtain the basic slurry;
(2)纸浆的改性处理(2) Modification of pulp
室温条件下,将解键剂与膨松剂先后加入基础浆料中混合,并疏解均匀,得到纸浆;Under the condition of room temperature, the debonding agent and the leavening agent are successively added to the basic slurry for mixing, and are uniformly decomposed to obtain the pulp;
(3)绒毛浆的制备(3) Preparation of fluff pulp
将纸浆抄造成绒毛浆纸板,之后热压处理得到桨板,接着将桨板置于密封袋中平衡水分,再经机械干解离得到绒毛浆。The pulp is made into a fluff pulp cardboard, and then heat-pressed to obtain a paddle board, and then the paddle board is placed in a sealed bag to balance the moisture, and then the fluff pulp is obtained by mechanical drying and dissociation.
本发明通过竹纤维与木浆纤维混合疏解来改善单一竹材纤维的吸水性能,其混合纤维的吸水时间与吸水量得到了提高;接着将解键剂和膨松剂先后共同加入改性,对混合纤维的吸水性能改善效果显著。其中,竹纤维与木浆纤维混合,混合纤维中杂细胞含量降低,克服了单一竹纤维带来的缺陷。The present invention improves the water-absorbing performance of single bamboo fiber by mixing and dissolving bamboo fiber and wood pulp fiber, and the water-absorbing time and water-absorbing capacity of its mixed fiber have been improved; The effect of improving the water absorption performance of the fiber is remarkable. Wherein, the bamboo fiber is mixed with the wood pulp fiber, and the mixed cell content in the mixed fiber is reduced, which overcomes the defect caused by the single bamboo fiber.
作为优选方案,所述竹纤维为毛竹竹浆纤维、慈竹竹浆纤维、白竹竹炭纤维中的一种或多种的组合。As a preferred solution, the bamboo fiber is one or more combinations of moso bamboo pulp fiber, Arthia argyi bamboo pulp fiber, and white bamboo charcoal fiber.
作为优选方案,所述木浆纤维为针叶木纤维、马尾松纤维、落叶松纤维、红松纤维、云杉纤维中的一种或多种的组合。As a preferred solution, the wood pulp fiber is one or more combinations of coniferous wood fiber, masson pine fiber, larch fiber, red pine fiber and spruce fiber.
作为优选方案,所述步骤(1)中,竹纤维与木纤维的重量比为1:0.25~0.66,基础浆料中纤维的质量分数为2~3wt%。As a preferred solution, in the step (1), the weight ratio of bamboo fibers to wood fibers is 1:0.25-0.66, and the mass fraction of fibers in the base slurry is 2-3 wt%.
作为优选方案,所述解键剂为椰油基三甲基氯化铵、二甲基二氢化牛油氯化铵、氨基硅烷HD-M8252、氨基硅烷HD-M8373、三甲基硬脂基氯化铵中的一种或多种的组合。As a preferred solution, the debonding agent is cocoyl trimethyl ammonium chloride, dimethyl dihydrogenated tallow ammonium chloride, aminosilane HD-M8252, aminosilane HD-M8373, trimethyl stearyl chloride One or more combinations of ammonium chlorides.
作为优选方案,所述膨松剂为碳酸氢钠、碳酸氢铵、碳酸铵、碳酸钙、硼氢化钠、氢化钠中的一种或多种的组合。As a preferred embodiment, the leavening agent is one or more combinations of sodium bicarbonate, ammonium bicarbonate, ammonium carbonate, calcium carbonate, sodium borohydride, and sodium hydride.
作为优选方案,所述解键剂和膨松剂的用量分别为基础浆料的1~3wt%。As a preferred solution, the amounts of the debonding agent and the bulking agent are respectively 1-3 wt% of the base slurry.
作为优选方案,所述步骤(3)中,热压处理包括:As a preferred version, in the step (3), the hot-pressing treatment includes:
经三段压榨,每段压榨结束,换干毛毯,正反面压榨3~5min,压榨温度为100~110℃,抄造完成后将桨板置于密封袋中平衡水分12~18h。After three stages of pressing, after each stage of pressing, change the dry blanket, press the front and back sides for 3-5 minutes, and press at a temperature of 100-110°C. After the papermaking is completed, place the paddle board in a sealed bag to balance the water for 12-18 hours.
本发明还提供如上任一项方案所述的制备方法制得的竹纤维绒毛浆。The present invention also provides the bamboo fiber fluff pulp prepared by the preparation method described in any one of the schemes.
本发明还提供如上方案所述的竹纤维绒毛浆的应用,作为卫生用品的垫芯层。The present invention also provides the application of the bamboo fiber fluff pulp as described in the above scheme, as the cushion core layer of sanitary products.
与现有技术相比,本发明具有如下技术效果:Compared with the prior art, the present invention has the following technical effects:
本发明加入解键剂与膨松剂对混合纤维改性的处理方法,加入硅烷类解键剂,在这类硅烷类解键剂中氨基功能团键合到硅油骨架上以后,大大改善有机硅分子在纤维上的取向度,增加了对纤维的亲和力,赋予混合纤维超级柔软、滑爽、等性能;并且该类解键剂可以有效降低纤维之间的结合,进而有利于绒毛浆浆板的干起绒,纤维间的物理空隙变大,其紧度自然也就降低。另外,解键剂中的疏水基团排列在纤维表面上,增加了纤维的平滑性,使纤维之间不易相互缠绕,极大地降低了纤维之间的滑动摩擦因数,所采用的固态膨松剂也会将其颗粒穿插吸附在纤维表面,也有利于绒毛浆纤维的弱结合,在解键剂与膨松剂的综合作用下,使纤维易于解离、柔软、蓬松,有效改善了吸水性能与蓬松度。The present invention adds a debonding agent and a bulking agent to the treatment method of the mixed fiber modification, adding a silane debonding agent, and after the amino functional group in this type of silane debonding agent is bonded to the silicone oil skeleton, the silicone oil is greatly improved. The degree of orientation of the molecules on the fibers increases the affinity for the fibers, giving the mixed fibers super soft, smooth, and other properties; and this type of debonding agent can effectively reduce the bonding between fibers, which in turn is beneficial to the fluff pulp board. Dry fleece, the physical gap between fibers becomes larger, and its tightness naturally decreases. In addition, the hydrophobic groups in the debonding agent are arranged on the surface of the fiber, which increases the smoothness of the fiber, makes it difficult for the fibers to be entangled with each other, and greatly reduces the sliding friction factor between the fibers. The solid bulking agent used It will also intersperse and adsorb its particles on the fiber surface, which is also conducive to the weak combination of fluff pulp fibers. Under the combined action of the debonding agent and the leavening agent, the fibers are easy to dissociate, soft and fluffy, effectively improving the water absorption performance and Loft.
本发明加入解键剂与膨松剂对混合纤维改性的处理方法具有操作简单、浆料处理后易清洗等优点;制得的绒毛浆,其吸水性能得到提高并达到国家标准。可作为高端卫生用品的材料使用。The treatment method for modifying mixed fibers by adding a debonding agent and a leavening agent in the invention has the advantages of simple operation, easy cleaning after slurry treatment, and the like; the water absorption performance of the prepared fluff pulp is improved and reaches the national standard. It can be used as a material for high-end hygiene products.
目前大多数绒毛浆改性过程只加入解键剂,但本发明同时加入了膨松剂,解键剂和膨松剂发挥着重要作用,它们对降低浆板的耐破度提高绒毛浆蓬松度有重要影响。但解键剂加入后,羟基减少会导致绒毛浆吸收性和成垫强度下降。而膨松剂的加入,不改变羟基的数量,其在绒毛浆表面只是发生物理变化,避免造成纤维自身强度的损害,保证了绒毛浆填充后有良好的吸水性及垫层稳定性,相对减少解键剂的加入,加入膨松剂共同作用对绒毛浆性能有效地改善,提高其蓬松度。At present, most of the fluff pulp modification process only adds a debonding agent, but the present invention adds a leavening agent at the same time. The debonding agent and the leavening agent play an important role, and they can reduce the burst resistance of the pulp board and improve the bulkiness of the fluff pulp. have an important impact. However, after the debonding agent is added, the reduction of the hydroxyl group will lead to a decrease in the absorbency and pad strength of the fluff pulp. However, the addition of leavening agent does not change the number of hydroxyl groups. It only undergoes physical changes on the surface of the fluff pulp, avoiding damage to the strength of the fiber itself, ensuring good water absorption and cushion stability after filling the fluff pulp, and relatively reducing The addition of the debonding agent and the addition of the leavening agent can effectively improve the performance of the fluff pulp and increase its bulkiness.
竹纤维吸湿透气,冬暖夏凉,竹纤维横截面布满了大大小小椭圆形的孔隙,可以瞬间吸收并蒸发大量的水分。天然横截面的高度中空,使得业内专家称竹纤维为“会呼吸”的纤维,还称其为“纤维皇后”。竹纤维的吸湿性、放湿性、透气性居各大纺织纤维之首,可以大大的加强绒毛浆的吸水性能与蓬松性能。Bamboo fiber is moisture-absorbing and breathable, warm in winter and cool in summer. The cross-section of bamboo fiber is covered with large and small oval pores, which can absorb and evaporate a large amount of water instantly. The high hollowness of the natural cross-section makes bamboo fiber known as "breathing" fiber by industry experts, and also called "fiber queen". The hygroscopicity, hygroscopicity, and air permeability of bamboo fiber rank first among all major textile fibers, which can greatly enhance the water absorption and fluffy properties of fluff pulp.
竹纤维其属于非木材纤维,可在一定程度上缓解我国木材资源匿乏、森林分布不合理的现状,并其具有天然抗菌、抑菌、防臭等性能,以其为主要原料制得的绒毛浆,不太需要添加额外的抗菌剂就能有较好的防护作用。Bamboo fiber is a non-wood fiber, which can alleviate the lack of wood resources and unreasonable forest distribution in my country to a certain extent. It has natural antibacterial, antibacterial, and deodorizing properties. The fluff pulp made from it is the main raw material. , there is no need to add additional antibacterial agents to have a better protective effect.
附图说明Description of drawings
图1为本发明实施例1的竹纤维绒毛浆的制备方法的流程图。Fig. 1 is the flow chart of the preparation method of the bamboo fiber fluff pulp of the embodiment of the present invention 1.
具体实施方式Detailed ways
以下通过具体实施例对本发明的技术方案作进一步解释说明。The technical solutions of the present invention will be further explained below through specific examples.
实施例1Example 1
如图1所示,本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:As shown in Figure 1, the preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将毛竹竹浆纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature conditions, the bamboo pulp fibers and coniferous wood boards are sheared with simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the basic pulp is obtained in the standard fiber decomposer at 800rpm;
其中,基础浆料中混合纤维的质量浓度为3%,竹纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of mixed fibers in the basic slurry is 3%, and the weight ratio of bamboo fibers to coniferous wood fibers is 1:0.25.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的1%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add the debonding agent aminosilane HD-M8252 to the basic slurry, and then add the bulking agent light calcium carbonate powder. The amount of both is 1% of the basic slurry. The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为3min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 3 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例2:Example 2:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of mixed fibers in the basic slurry is 3%, and the weight ratio of white bamboo charcoal cotton fibers to softwood fibers is 1:0.25.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8373,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的1%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add bond-releasing agent aminosilane HD-M8373 to the basic slurry, and then add bulking agent light calcium carbonate powder, the amount of both is 1% of the basic slurry, 800rpm in the standard fiber decomposer, The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为4min,且压榨温度为105℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 4 minutes. And the pressing temperature is 105°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例3:Example 3:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将毛竹竹炭纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the bamboo charcoal fiber of moso bamboo and the coniferous wood board are sheared with simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为2%,毛竹竹炭纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of the mixed fiber in the basic slurry is 2%, and the weight ratio of the bamboo charcoal fiber of moso bamboo to the coniferous wood fiber is 1:0.25.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的1%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add the debonding agent aminosilane HD-M8252 to the basic slurry, and then add the bulking agent light calcium carbonate powder. The amount of both is 1% of the basic slurry. The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为5min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 5 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例4:Example 4:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.66。Among them, the mass concentration of the mixed fiber in the basic slurry is 3%, and the weight ratio of the white bamboo charcoal cotton fiber to the softwood fiber is 1:0.66.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的1%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add the debonding agent aminosilane HD-M8252 to the basic slurry, and then add the bulking agent light calcium carbonate powder. The amount of both is 1% of the basic slurry. The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为3min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 3 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例5:Example 5:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.45。Among them, the mass concentration of the mixed fiber in the basic slurry is 3%, and the weight ratio of the white bamboo charcoal cotton fiber to the softwood fiber is 1:0.45.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的1%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add the debonding agent aminosilane HD-M8252 to the basic slurry, and then add the bulking agent light calcium carbonate powder. The amount of both is 1% of the basic slurry. The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为3min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 3 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例6:Embodiment 6:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of mixed fibers in the basic slurry is 3%, and the weight ratio of white bamboo charcoal cotton fibers to softwood fibers is 1:0.25.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的2%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add bond-releasing agent aminosilane HD-M8252 to the basic slurry, and then add bulking agent light calcium carbonate powder, the amount of both is 2% of the basic slurry, 800rpm in the standard fiber decomposer, The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为3min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 3 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例7:Embodiment 7:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of mixed fibers in the basic slurry is 3%, and the weight ratio of white bamboo charcoal cotton fibers to softwood fibers is 1:0.25.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的3%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add bond-releasing agent aminosilane HD-M8252 to the basic slurry, then add bulking agent light calcium carbonate powder, the amount of both is 3% of the basic slurry, 800rpm in a standard fiber deflatter, The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为3min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 3 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例8:Embodiment 8:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为2%,白竹炭棉纤维与针叶木纤维的重量比为1:0.45。Among them, the mass concentration of the mixed fiber in the basic slurry is 2%, and the weight ratio of the white bamboo charcoal cotton fiber to the softwood fiber is 1:0.45.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的2%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add bond-releasing agent aminosilane HD-M8252 to the basic slurry, and then add bulking agent light calcium carbonate powder, the amount of both is 2% of the basic slurry, 800rpm in the standard fiber decomposer, The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为3min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 3 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例9:Embodiment 9:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.45。Among them, the mass concentration of the mixed fiber in the basic slurry is 3%, and the weight ratio of the white bamboo charcoal cotton fiber to the softwood fiber is 1:0.45.
S2、纸浆的改性处理S2, pulp modification
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8252,再加入膨松剂轻质碳酸钙粉末,两者用量均为基础浆料的2%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add bond-releasing agent aminosilane HD-M8252 to the basic slurry, and then add bulking agent light calcium carbonate powder, the amount of both is 2% of the basic slurry, 800rpm in the standard fiber decomposer, The modified pulp is obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为3min,且压榨温度为100℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 3 minutes. And the pressing temperature is 100°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例10:Example 10:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of the mixed fiber in the basic slurry is 3%, and the weight ratio of the white bamboo charcoal cotton fiber to the softwood fiber is 1:0.25.
S2、纸浆的改性处理S2. Modification treatment of pulp
室温条件下,在基础浆料中加入解键剂氨基硅烷HD-M8373,用量均为基础浆料的1%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。At room temperature, add aminosilane HD-M8373, a debonding agent, to the basic slurry, the dosage is 1% of the basic slurry, and set it at 800 rpm in a standard fiber deflatter to obtain the modified pulp.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为4min,且压榨温度为105℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 4 minutes. And the pressing temperature is 105°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例11:Example 11:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of mixed fibers in the basic slurry is 3%, and the weight ratio of white bamboo charcoal cotton fibers to softwood fibers is 1:0.25.
S2、纸浆的改性处理S2. Modification treatment of pulp
室温条件下,在基础浆料中加膨松剂轻质碳酸钙,用量均为基础浆料的1%,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。Under room temperature conditions, add leavening agent light calcium carbonate to the basic slurry, the consumption is 1% of the basic slurry, 800rpm in the standard fiber deflaker, obtain the pulp after the modified treatment.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为4min,且压榨温度为105℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 4 minutes. And the pressing temperature is 105°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
实施例12:Example 12:
本实施例的竹纤维绒毛浆的制备方法,包括以下步骤:The preparation method of the bamboo fiber fluff pulp of the present embodiment may further comprise the steps:
S1、基础浆料的调配S1, the deployment of basic slurry
室温条件下,将白竹炭棉纤维与针叶木板用简单的机械剪切,并将其加入到标准纤维疏解器中充分均匀疏解,在标准纤维疏解器中800rpm,得到基础浆料;Under room temperature, the white bamboo charcoal cotton fiber and coniferous wood board are sheared by simple machinery, and added to a standard fiber deflatter to fully and evenly decompose, and the standard fiber deflatter is 800rpm to obtain the basic slurry;
其中,基础浆料中混合纤维的质量浓度为3%,白竹炭棉纤维与针叶木纤维的重量比为1:0.25。Among them, the mass concentration of mixed fibers in the basic slurry is 3%, and the weight ratio of white bamboo charcoal cotton fibers to softwood fibers is 1:0.25.
S2、纸浆的改性处理S2. Modification treatment of pulp
室温条件下,不加入任何试剂,在标准纤维疏解器中800rpm,得到改性处理之后的纸浆。Under room temperature, without adding any reagent, in a standard fiber deflaker at 800 rpm, the modified pulp was obtained.
S3、绒毛浆的制备Preparation of S3, fluff pulp
抄造烘干过程,将改性处理之后的纸浆转入长网抄造,抄造成绒毛浆纸板,经压机经三段压榨,每段压榨结束,换干毛毯,正反面压榨,压榨时间为4min,且压榨温度为105℃,抄造得到的桨板的干度在90~94%,抄造完成后将桨板置于密封袋中平衡水分12h,再经机械干解离制得绒毛浆。In the papermaking and drying process, the modified pulp is transferred to fourdrinier papermaking, and then it is made into a fluff pulp board, which is pressed in three stages by the press. After each stage of pressing is completed, the dry felt is replaced, and the front and back sides are pressed. The pressing time is 4 minutes. And the pressing temperature is 105°C, and the dryness of the paddle board obtained by papermaking is 90-94%. After the papermaking is completed, the paddle board is placed in a sealed bag to balance the water for 12 hours, and then the fluff pulp is obtained by mechanical drying and dissociation.
通过对实施例1-12制得的绒毛浆进行性能测试,结果表1所示。The performance test of the fluff pulp prepared in Examples 1-12 is shown in Table 1.
表1实施例1-12制得的绒毛浆的性能参数The performance parameter of the fluff pulp that table 1 embodiment 1-12 makes

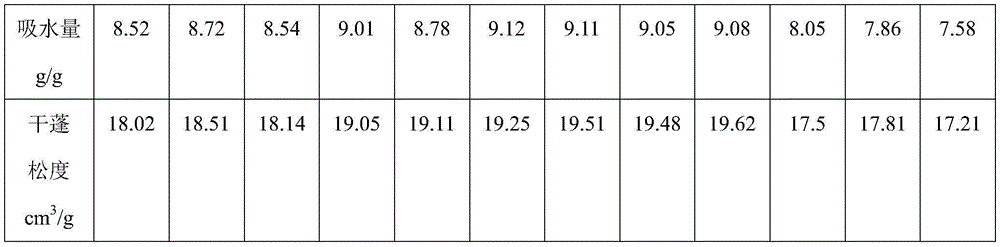
通过上述实验结果可知,采用本发明的竹纤维绒毛浆及制备方法,加入解键剂与膨松剂后能够有效提高了单一竹纤维的吸水量与吸水速度,并且解决了单一竹纤维导致纤维强度不够抄造的纤维紧度高的问题,并且所抄造的绒毛浆达到了国家标准且超出,可作为高端的卫生产品的材料使用。Can know by above-mentioned experimental result, adopt the bamboo fiber fluff pulp of the present invention and preparation method, can effectively improve the water absorption capacity and water absorption speed of single bamboo fiber after adding debonding agent and leavening agent, and solve the problem that single bamboo fiber causes fiber strength The problem of high fiber tightness is not enough, and the fluff pulp produced has reached and exceeded the national standard, and can be used as a material for high-end sanitary products.
在上述实施例及其替代方案中,平衡水分的时间还可以为15h、16h、18h等,具体根据实际情况进行确定。In the above embodiment and its alternatives, the time for water balance may also be 15 hours, 16 hours, 18 hours, etc., which shall be determined according to actual conditions.
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。The specific embodiments described herein are merely illustrative of the spirit of the invention. Those skilled in the art to which the present invention pertains can make various modifications or supplements to the described specific embodiments or adopt similar methods to replace them, but they will not deviate from the spirit of the present invention or go beyond the scope defined in the appended claims.
尽管对本发明已作出了详细的说明并引证了一些具体实施例,但是对本领域熟练技术人员来说,只要不离开本发明的精神和范围可作各种变化或修正是显然的。Although the present invention has been described in detail and some specific examples have been cited, it will be apparent to those skilled in the art that various changes and modifications can be made without departing from the spirit and scope of the present invention.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111086888.1A CN113789680B (en) | 2021-09-16 | 2021-09-16 | Bamboo fiber fluff pulp and preparation method and application thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111086888.1A CN113789680B (en) | 2021-09-16 | 2021-09-16 | Bamboo fiber fluff pulp and preparation method and application thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113789680A CN113789680A (en) | 2021-12-14 |
| CN113789680B true CN113789680B (en) | 2023-04-28 |
Family
ID=78878582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111086888.1A Active CN113789680B (en) | 2021-09-16 | 2021-09-16 | Bamboo fiber fluff pulp and preparation method and application thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113789680B (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116623457B (en) * | 2023-05-26 | 2024-04-02 | 天津科技大学 | A natural color bamboo fiber fluff pulp board and preparation method thereof |
| CN118292294A (en) * | 2024-05-14 | 2024-07-05 | 中国制浆造纸研究院有限公司 | A method for preparing softwood fluff pulp |
| CN119615660A (en) * | 2024-11-27 | 2025-03-14 | 天津科技大学 | A kind of natural bamboo fiber fluff pulp with high water conductivity and preparation method thereof |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3554862A (en) * | 1968-06-25 | 1971-01-12 | Riegel Textile Corp | Method for producing a fiber pulp sheet by impregnation with a long chain cationic debonding agent |
| US4425186A (en) * | 1981-03-24 | 1984-01-10 | Buckman Laboratories, Inc. | Dimethylamide and cationic surfactant debonding compositions and the use thereof in the production of fluff pulp |
| CA1230708A (en) * | 1983-07-14 | 1987-12-29 | The Procter & Gamble Company | Process for making pulp sheets containing debonding agents |
| CN1103124A (en) * | 1994-06-17 | 1995-05-31 | 重庆西泉造纸厂 | Bamboo material fibre fluff pulp and making method |
| US6059924A (en) * | 1998-01-02 | 2000-05-09 | Georgia-Pacific Corporation | Fluffed pulp and method of production |
| CN102535235B (en) * | 2012-03-09 | 2013-11-27 | 陕西科技大学 | A kind of bleached coniferous wood fluff pulp board and its preparation method |
| CN103850145A (en) * | 2014-03-07 | 2014-06-11 | 北京正利恒丰浆纸有限公司 | Natural color fluff pulp and preparation method thereof |
| CN104195868B (en) * | 2014-07-24 | 2017-01-18 | 四川环龙新材料有限公司 | Natural-color fuzzy bamboo pulp with high bacteriostatic activity and preparation method thereof |
| EP3430196A1 (en) * | 2016-03-15 | 2019-01-23 | Evonik Degussa GmbH | Use of dipa-esterquat debonder for tissue and fluff pulp manufacturing |
| CN108505377A (en) * | 2018-03-28 | 2018-09-07 | 何治伟 | A kind of preparation method of medical fire-retardant heat insulation Time of Fluff Slurry |
-
2021
- 2021-09-16 CN CN202111086888.1A patent/CN113789680B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113789680A (en) | 2021-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113789680B (en) | Bamboo fiber fluff pulp and preparation method and application thereof | |
| CN101503280B (en) | Inorfil softening intensifier and preparation thereof | |
| CN101935962A (en) | Production method of tipping paper base paper for cigarettes with high natural air permeability | |
| CN107338673B (en) | Antibacterial painting and calligraphy paper with controllable ink moistening performance and preparation method thereof | |
| CN107029274A (en) | A kind of moisture absorption core body and preparation method thereof | |
| CN106467985B (en) | A kind of cool regenerated cellulose fiber and its preparation method and textile | |
| CN116623457B (en) | A natural color bamboo fiber fluff pulp board and preparation method thereof | |
| CN105155137A (en) | Straw fiber and jute fiber blended non-woven fabric for warming anti-bacterial, environment-friendly and seamless wall paper and preparation method for non-woven fabric | |
| CN105200662A (en) | Ginkgo leaf antibacterial rice straw fiber and hemp fiber mixed nonwoven fabric for seamless wall paper and preparation method thereof | |
| CN203831862U (en) | Environmentally friendly bamboo fiberboard | |
| CN119239060B (en) | Antibacterial and warm-keeping composite fabric and preparation method thereof | |
| CN110725066A (en) | Preparation method of hemp fiber bed core and hemp fiber bed core | |
| CN105133328A (en) | Straw fiber-hemp fiber mixed non-woven fabric used for seamless wallpaper, and preparation method thereof | |
| CN109371534A (en) | A kind of infant clothing fabric and preparation method thereof | |
| CN108755241A (en) | A method of improving bamboo pulp paper for daily use body paper water imbibition | |
| CN104957749B (en) | A kind of method for improving papermaking-method reconstituted tobaccos slurry retention | |
| CN101028158A (en) | Health-care cushion | |
| CN105200659A (en) | Antistatic rice straw fiber and hemp fiber mixed nonwoven fabric for seamless wall paper and preparation method thereof | |
| CN105951456A (en) | Radiation-proof non-woven fabrics mixed by straw fiber and fibrilia used for seamless wallpaper and preparation method thereof | |
| CN205674589U (en) | A kind of heat generating fiber fabric | |
| CN116065415B (en) | A method for preparing high-efficiency filter paper for masks | |
| CN112056608B (en) | A kind of multilayer recombinant tobacco carrier and preparation method thereof | |
| CN107419360A (en) | Highly hygroscopic antibacterial chemical fiber wire and preparation method thereof | |
| CN120792251B (en) | A highly flexible and antistatic hemp comfort layer and its preparation method | |
| CN102293551A (en) | Mercerized wool richcel fiber quilt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |