CN113084102B - Crystallizer protection slag liquid slag layer thickness testing device and method based on wettability - Google Patents
Crystallizer protection slag liquid slag layer thickness testing device and method based on wettability Download PDFInfo
- Publication number
- CN113084102B CN113084102B CN202110407214.0A CN202110407214A CN113084102B CN 113084102 B CN113084102 B CN 113084102B CN 202110407214 A CN202110407214 A CN 202110407214A CN 113084102 B CN113084102 B CN 113084102B
- Authority
- CN
- China
- Prior art keywords
- slag
- liquid
- measuring
- slag layer
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002893 slag Substances 0.000 title claims abstract description 208
- 239000007788 liquid Substances 0.000 title claims abstract description 119
- 238000000034 method Methods 0.000 title claims abstract description 41
- 238000012360 testing method Methods 0.000 title claims abstract description 36
- 229910052751 metal Inorganic materials 0.000 claims abstract description 57
- 239000002184 metal Substances 0.000 claims abstract description 57
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 52
- 239000010959 steel Substances 0.000 claims abstract description 52
- 239000011248 coating agent Substances 0.000 claims abstract description 29
- 238000000576 coating method Methods 0.000 claims abstract description 29
- 238000009749 continuous casting Methods 0.000 claims abstract description 14
- 238000002844 melting Methods 0.000 claims description 7
- 230000008018 melting Effects 0.000 claims description 7
- 238000005245 sintering Methods 0.000 claims description 7
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 claims description 4
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 4
- NDLPOXTZKUMGOV-UHFFFAOYSA-N oxo(oxoferriooxy)iron hydrate Chemical compound O.O=[Fe]O[Fe]=O NDLPOXTZKUMGOV-UHFFFAOYSA-N 0.000 claims description 4
- 239000000203 mixture Substances 0.000 claims description 3
- 238000005266 casting Methods 0.000 claims 7
- 238000010998 test method Methods 0.000 claims 2
- 238000000465 moulding Methods 0.000 abstract 1
- 238000005259 measurement Methods 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 230000000903 blocking effect Effects 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910016006 MoSi Inorganic materials 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000005499 meniscus Effects 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- -1 aluminum oxide Chemical class 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D2/00—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass
- B22D2/001—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass for the slag appearance in a molten metal stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/111—Treating the molten metal by using protecting powders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/18—Controlling or regulating processes or operations for pouring
- B22D11/181—Controlling or regulating processes or operations for pouring responsive to molten metal level or slag level
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/18—Controlling or regulating processes or operations for pouring
- B22D11/188—Controlling or regulating processes or operations for pouring responsive to thickness of solidified shell
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
本发明涉及一种基于润湿性的结晶器保护渣液渣层厚度测试装置及方法,主要包括测量装置和基于润湿性的测量丝,所述测量丝通过所述测量装置插入连铸结晶器保护渣渣层,测量丝是并排设置的第一金属丝和第二金属丝,第一金属丝的全部长度或一段长度上设置有表面涂层,所述表面涂层对液渣润湿性好于所述第二金属丝根据所述测量丝对钢、渣间润湿性差异反映出烧结层/液渣层/钢液界面,从而获得液渣层厚度。采用本发明的保护渣液渣层厚度测试装置及方法,操作简便,误差小,测试效率高,并且可同时获得保护渣液渣层和保护渣渣层总厚度信息。
The invention relates to a wettability-based testing device and method for the thickness of mold slag liquid slag layer, mainly comprising a measuring device and a wettability-based measuring wire, the measuring wire is inserted into a continuous casting mold through the measuring device Molding slag layer, the measuring wire is a first metal wire and a second metal wire arranged side by side, and the entire length or a section of the first metal wire is provided with a surface coating, and the surface coating has good wettability to liquid slag The thickness of the liquid slag layer is obtained by reflecting the sintered layer/liquid slag layer/steel liquid interface on the second metal wire according to the difference in wettability between the steel and the slag of the measuring wire. Using the device and method for measuring the thickness of the mold slag liquid slag layer of the present invention has the advantages of simple operation, small error and high test efficiency, and can simultaneously obtain the information of the total thickness of the mold slag liquid slag layer and the mold slag slag layer.
Description
技术领域technical field
本发明涉及钢铁冶炼工艺技术领域,涉及一种结晶器保护渣液渣层厚度测试装置和测试方法,尤其是基于润湿性的结晶器保护渣液渣层厚度测试装置及测试方法。The invention relates to the technical field of iron and steel smelting processes, and relates to a device and a method for testing the thickness of a mold mold slag liquid slag layer, in particular to a mold mold mold slag liquid slag layer thickness testing device and testing method based on wettability.
背景技术Background technique
在钢铁生产领域中,连铸作为钢液的主要成形工艺,对钢产量和质量有重要影响。为保证连铸过程的顺行和改善铸坯表面质量,生产中采用结晶器保护渣。保护渣加入结晶器后,在钢液纵向传热作用下烧结并熔化,自上而下形成粉渣层-烧结层-液渣层,主要起隔热保温、防止钢液二次氧化以及吸收钢液中夹杂物的作用;液渣经弯月面流入坯壳与结晶器壁间,在铜壁冷却作用下由内至外形成液渣膜-固体渣膜,控制铸坯润滑与横向传热。其中,液渣层厚度对保护渣功能的实现有重要影响。若液渣层太薄,铸坯与结晶器壁间无法形成足够厚度的渣膜,容易导致粘结漏钢事故的发生;另外随着钢液面波动,液渣层不能有效隔绝钢液避免卷渣,引起铸坯表面夹渣等缺陷。若液渣层太厚,结晶器壁容易形成大渣圈,堵塞弯月面液渣流动通道,不能形成均匀稳定的渣膜,在应力作用下产生裂纹甚至裂纹漏钢。综上所述,在连铸过程中控制合理的渣层结构,特别是维持具有适宜厚度的液渣层是非常重要的,因而对液渣层厚度的精确检测和控制也显得尤为关键。In the field of steel production, continuous casting, as the main forming process of molten steel, has an important impact on the output and quality of steel. In order to ensure the smooth running of the continuous casting process and improve the surface quality of the slab, mold powder is used in the production. After the mold slag is added to the mold, it is sintered and melted under the action of longitudinal heat transfer of the molten steel, forming a powder slag layer-sintering layer-liquid slag layer from top to bottom, which mainly plays the role of heat insulation, preventing secondary oxidation of molten steel and absorbing steel. The role of inclusions in the liquid; the liquid slag flows between the billet shell and the mold wall through the meniscus, and forms a liquid slag film-solid slag film from the inside to the outside under the cooling effect of the copper wall, which controls the slab lubrication and lateral heat transfer. Among them, the thickness of the liquid slag layer has an important influence on the realization of the function of the mold slag. If the liquid slag layer is too thin, a slag film of sufficient thickness cannot be formed between the slab and the mold wall, which will easily lead to the occurrence of a bond breakout accident; in addition, as the molten steel level fluctuates, the liquid slag layer cannot effectively isolate the molten steel to avoid coiling. Slag, causing defects such as slag inclusion on the surface of the slab. If the liquid slag layer is too thick, a large slag circle is easily formed on the wall of the mold, which blocks the liquid slag flow channel on the meniscus, and cannot form a uniform and stable slag film, and cracks or even cracks break out under the action of stress. In summary, it is very important to control a reasonable slag layer structure in the continuous casting process, especially to maintain a liquid slag layer with a suitable thickness, so the accurate detection and control of the thickness of the liquid slag layer is also particularly critical.
目前,液渣层厚度的测量方法根据测量原理可分为四种。(1)温差法:利用保护渣烧结层、液渣层以及钢液间温度差,采用金属丝、铜丝、铝丝进行测量。由于金属丝间熔点存在差异,各自的熔化状态不同,故可根据它们的长度差计算渣层厚度。这种方法最为关键的问题在于保护渣各层间温度并非保持不变,而是存在一定的温度梯度,金属丝熔化的位置并不能真实反映各层间界面的位置,故该方法实际测量过程中误差较大。(2)电极法:将两根MoSi2棒电极以一定速率插入保护渣渣层中,根据两次电阻值发生突变的时间间隔计算液渣层厚度。此方法能快速反应保护渣结构变化,但测试结果受MoSi2棒粘渣粘钢、电气和噪音等因素影响。(3)碳浓度检测法:将一根碳浓度传感器插入保护渣层中,实时传输结晶器内碳浓度信息至计算机中,根据碳浓度最大值位置与首次出现钢液中碳含量浓度值的位置间距计算液渣层厚度。该方法一定程度上减少了人工误差,然而结果受富碳层厚度、传感器插入速度以及响应频率等因素影响。(4)热流密度计算法:根据结晶器振动时烧结层/液渣层/钢液界面的热流密度波动,通过AR模型计算热流密度的频率-功率图谱和液渣层厚度。该方法自动化程度较高并且可实时获得液渣层厚度信息,然而需要在结晶器上安装大量热电偶,对现有设备进行改造,不利于大规模推广。鉴于上述方法存在界面不准确、测量误差大、效率低等缺陷,亟需开发一种新的结晶器保护渣液渣层厚度测试装置及测试方法。At present, the measurement methods of the thickness of the liquid slag layer can be divided into four types according to the measurement principle. (1) Temperature difference method: The temperature difference between the mold slag sintering layer, the liquid slag layer and the molten steel is used to measure the metal wire, copper wire and aluminum wire. Due to the difference in melting point between the metal wires, the respective melting states are different, so the thickness of the slag layer can be calculated according to their length difference. The most critical problem of this method is that the temperature between the layers of the mold slag does not remain unchanged, but there is a certain temperature gradient, and the melting position of the metal wire cannot truly reflect the position of the interface between the layers. Therefore, in the actual measurement process of this method The error is large. (2) Electrode method: Insert two MoSi 2 rod electrodes into the mold slag layer at a certain rate, and calculate the thickness of the liquid slag layer according to the time interval between two resistance changes. This method can quickly respond to the structural changes of mold slag, but the test results are affected by factors such as MoSi 2 rod sticking slag sticking to steel, electricity and noise. (3) Carbon concentration detection method: insert a carbon concentration sensor into the mold slag layer, and transmit the carbon concentration information in the mold to the computer in real time, according to the position of the maximum carbon concentration and the first occurrence of the carbon concentration in the molten steel. The distance calculates the thickness of the liquid slag layer. This method reduces artificial errors to a certain extent, but the results are affected by factors such as the thickness of the carbon-rich layer, the insertion speed of the sensor, and the response frequency. (4) Heat flux density calculation method: According to the heat flux density fluctuation of the sintered layer/liquid slag layer/liquid steel interface when the crystallizer vibrates, the frequency-power spectrum of the heat flux density and the thickness of the liquid slag layer are calculated by the AR model. This method has a high degree of automation and can obtain the thickness information of the liquid slag layer in real time. However, it is necessary to install a large number of thermocouples on the crystallizer and modify the existing equipment, which is not conducive to large-scale promotion. In view of the defects of inaccurate interface, large measurement error and low efficiency in the above-mentioned method, it is urgent to develop a new device and method for testing the thickness of mold slag liquid slag layer thickness.
发明内容SUMMARY OF THE INVENTION
针对现有技术的所述不足,本发明的主要目的是提供一种基于润湿性的结晶器保护渣液渣层厚度测试方法,以解决现有技术中液渣层厚度测量误差大、效率低的技术问题;第二目的在于提供一种保护渣液渣层厚度的测试装置。In view of the shortcomings of the prior art, the main purpose of the present invention is to provide a wettability-based method for measuring the thickness of the mold slag liquid slag layer, so as to solve the problem of large errors and low efficiency in measuring the thickness of the liquid slag layer in the prior art The second purpose is to provide a test device for the thickness of the mold slag liquid slag layer.
为了解决所述技术问题,本发明提出的基于润湿性的结晶器保护渣液渣层厚度测试装置和方法,主要包括测量装置和基于润湿性的测量丝,所述测量丝通过所述测量装置插入连铸结晶器保护渣渣层,通过所述测量丝对钢、渣间润湿性差异反映出烧结层/液渣层/钢液界面,从而获得液渣层厚度。In order to solve the technical problem, the device and method for measuring the thickness of mold slag liquid slag layer based on wettability proposed by the present invention mainly include a measuring device and a measuring wire based on wettability, and the measuring wire passes the measurement The device is inserted into the mold slag slag layer of the continuous casting mold, and the sintered layer/liquid slag layer/steel liquid interface is reflected by the difference in the wettability of the measuring wire to the steel and the slag, so as to obtain the thickness of the liquid slag layer.
优选地,所述测量装置包括手柄、伸缩杆、测量杆、带孔挡渣板、计时器。Preferably, the measuring device includes a handle, a telescopic rod, a measuring rod, a holed slag baffle, and a timer.
优选地,所述测量丝由一根金属丝和一根有表面涂层的金属丝构成。Preferably, the measuring wire consists of a wire and a surface-coated wire.
优选地,所述金属丝熔点高于结晶器钢液温度。Preferably, the melting point of the metal wire is higher than the temperature of the molten steel in the mold.
优选地,所述表面涂层对液渣润湿性好于所述金属丝,其是金属氧化物,如氧化铝、三氧化二铁等氧化物及两者的混合物。Preferably, the surface coating has better wettability to the liquid slag than the metal wire, and is a metal oxide, such as oxides such as aluminum oxide, ferric oxide, and a mixture of the two.
优选地,测量丝垂直插入结晶器,通过所述表面涂层粘液渣反映烧结层/液渣层界面,所述金属丝粘钢反映液渣层/钢液界面。Preferably, the measuring wire is inserted vertically into the crystallizer, the sintered layer/liquid slag layer interface is reflected by the surface coating viscous slag, and the metal wire sticks to the steel reflects the liquid slag layer/liquid steel interface.
基于润湿性的结晶器保护渣液渣层厚度测试方法,其特征在于包括如下步骤:The wettability-based method for testing the thickness of mold mold slag liquid slag layer is characterized by comprising the following steps:
1)按照工艺要求,准备前述的基于润湿性的结晶器保护渣液渣层厚度测试装置;1) According to the process requirements, prepare the aforementioned wettability-based crystallizer mold slag liquid slag layer thickness test device;
2)将测量手柄1前端的第一金属丝和第二金属丝插入连铸结晶器保护渣渣层,根据第一金属丝和第二金属丝对钢液、渣间润湿性差异,在第一金属丝的表面涂层上形成烧结层/液渣层界面,在第二金属丝上形成液渣层/钢液界面,从而获得液渣层厚度。2) Insert the first metal wire and the second metal wire at the front end of the measuring handle 1 into the mold slag layer of the continuous casting mold. A sintered layer/liquid slag layer interface is formed on the surface coating of one metal wire, and a liquid slag layer/liquid steel interface is formed on the second metal wire, thereby obtaining the thickness of the liquid slag layer.
进一步地:further:
在步骤1)、2)之间,还包括:A调整测量杆与测量手柄的角度,以适应现场操作环境需要;Between steps 1) and 2), it also includes: A adjusting the angle of the measuring rod and the measuring handle to meet the needs of the on-site operating environment;
B通过测量手柄将测量丝垂直插入保护渣渣层中,直至挡渣板底端与保护渣渣面齐平,或者测量丝的上端与保护渣渣面齐平;B. Insert the measuring wire vertically into the mold slag layer through the measuring handle until the bottom end of the slag baffle is flush with the mold slag surface, or the upper end of the measuring wire is flush with the mold slag surface;
所述的获得液渣层厚度,是在所述第一金属丝的表面涂层上找到烧结层/液渣层界面,在所述第二金属丝上找到液渣层/钢液界面;利用测量尺,或者测量杆上的刻度尺测量烧结层/液渣层界面至液渣层/钢液界面间距即为液渣层厚度,表面涂层顶端至液渣层/钢液界面间距即为保护渣渣层总厚度。The thickness of the liquid slag layer is obtained by finding the sintered layer/liquid slag layer interface on the surface coating of the first metal wire, and finding the liquid slag layer/liquid steel interface on the second metal wire; using measurement Ruler, or the scale on the measuring rod, measure the distance from the interface of the sintering layer/liquid slag layer to the liquid slag layer/liquid steel interface to be the thickness of the liquid slag layer, and the distance from the top of the surface coating to the liquid slag layer/liquid steel interface is the mold slag The total thickness of the slag layer.
与现有技术相比,采用本发明的保护渣液渣层厚度测试装置及方法,具有如下有益效果:Compared with the prior art, adopting the mold slag liquid slag layer thickness testing device and method of the present invention has the following beneficial effects:
1、本发明根据物质间润湿性的差异,通过氧化物涂层粘渣,金属丝粘钢液的方式获得清晰的烧结层/液渣层/钢液界面,解决了现有测量方法界面不准确导致的误差问题,测试结果准确。1. According to the difference in wettability between substances, the present invention obtains a clear interface of sintered layer/liquid slag layer/liquid steel by means of oxide coating sticking to slag and metal wire sticking to molten steel, which solves the problem of interface inconsistency in existing measurement methods. The error problem caused by the accuracy is accurate, and the test results are accurate.
2、本发明利用氧化物涂层和金属丝对液渣、钢液间润湿性差异,根据烧结层/液渣层/钢液界面测量保护渣液渣层厚度,原理可靠、结构简单易操作,并且可同时测量保护渣液渣层和渣层总厚度。2. The present invention utilizes the difference in wettability of oxide coating and metal wire to liquid slag and molten steel, and measures the thickness of mold slag and liquid slag layer according to the interface of sintering layer/liquid slag layer/liquid steel. The principle is reliable, and the structure is simple and easy to operate. , and can measure the total thickness of mold slag liquid slag layer and slag layer at the same time.
附图说明Description of drawings
图1为本发明实施例中保护渣液渣层厚度测试装置的结构示意图;Fig. 1 is the structural representation of the device for testing the thickness of mold slag liquid slag layer in the embodiment of the present invention;
图2为本发明实施例中保护渣层状结构示意图;2 is a schematic diagram of a layered structure of mold slag in an embodiment of the present invention;
图3为本发明实施例中测量丝上的烧结层/液渣层/钢液界面示意图;3 is a schematic diagram of a sintered layer/liquid slag layer/liquid steel interface on the measuring wire in the embodiment of the present invention;
图4为本发明实施例中保护渣液渣层厚度测量方法的流程图。FIG. 4 is a flow chart of a method for measuring the thickness of a mold slag liquid slag layer in an embodiment of the present invention.
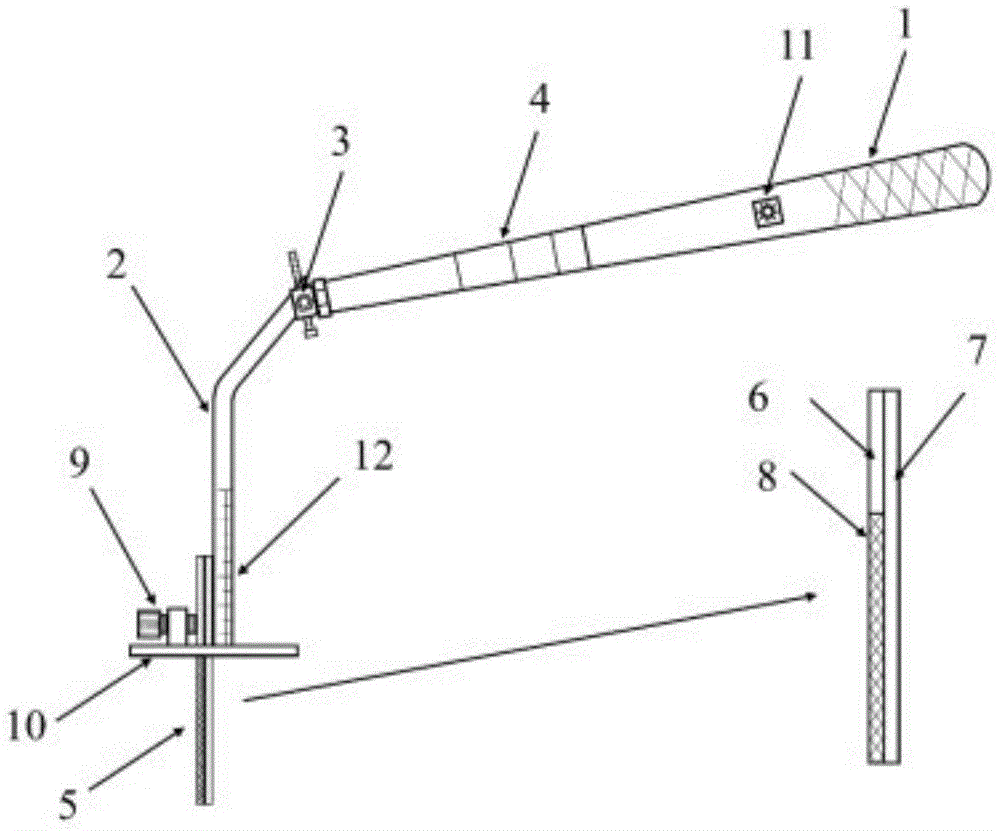
其中:手柄1、测量杆2、螺栓3、伸缩杆4、测量丝5、第一金属丝6、第二金属丝7、表面涂层8、固定螺栓9、挡渣板10、计时器11、刻度尺12。Among them: handle 1, measuring rod 2, bolt 3, telescopic rod 4, measuring wire 5, first wire 6, second wire 7, surface coating 8, fixing bolt 9,
具体实施方式Detailed ways
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行描述。应当理解,此处所描述实施例仅是本发明的一部分实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。The technical solutions in the embodiments of the present invention will be described below with reference to the accompanying drawings in the embodiments of the present invention. It should be understood that the embodiments described herein are only some of the embodiments of the invention. Based on the embodiments of the present invention, all other embodiments obtained by those of ordinary skill in the art without creative efforts shall fall within the protection scope of the present invention.
本发明的目的主要是提供一种基于润湿性的结晶器保护渣液渣层厚度测试方法,以解决现有技术中液渣层厚度测试误差大、效率低的技术问题。The purpose of the present invention is mainly to provide a wettability-based method for measuring the thickness of the mold slag liquid slag layer, so as to solve the technical problems of large errors and low efficiency in the liquid slag layer thickness measurement in the prior art.
请参照图1,本发明实施例提供的基于润湿性的结晶器保护渣液渣层厚度测试装置,包括手柄1,手柄1前端设置有测量丝5,测量丝5是并排设置的第一金属丝6和第二金属丝7,第一金属丝6的全部长度或一段长度上设置有表面涂层8,所述表面涂层8对液渣润湿性好于所述第二金属丝7。第一金属丝6和第二金属丝7,具有符合测试金属液的熔点,通常大于金属液的熔点。Please refer to FIG. 1 , the wettability-based mold slag liquid slag layer thickness test device provided by the embodiment of the present invention includes a handle 1, and a measuring wire 5 is provided at the front end of the handle 1, and the measuring wire 5 is a first metal arranged side by side. The wire 6 and the second wire 7 are provided with a surface coating 8 on the entire length or a section of the first wire 6 , and the surface coating 8 has better wettability to liquid slag than the second wire 7 . The first metal wire 6 and the second metal wire 7 have melting points that conform to the test molten metal, and are generally greater than the melting point of the molten metal.
图中,手柄1前端可转动式连接有测量杆2,手柄1前端与测量杆2之间通过调角螺栓3可转动式连接,图中所示是通过螺栓3以调节其与手柄1之间的角度,手柄1的长度是可伸缩的,具体是在手柄1上设置一段可伸缩的伸缩杆4,通过该可伸缩的伸缩杆4调整其长度,以满足多种空间位置距离的测量需要;测量杆2的前端倾斜向下,便于测量时深入待测量的保护渣渣层中;在测量杆2的前端,设置有挡渣板10,便于对测试位置进行定位;测量丝5穿过挡渣板孔10的通孔,并固定或连接在于测量杆2或挡渣板10上,图中通过固定螺栓9安装于测量杆2或挡渣板10上。In the figure, the front end of the handle 1 is rotatably connected with a measuring rod 2, and the front end of the handle 1 and the measuring rod 2 are rotatably connected by an angle adjustment bolt 3. As shown in the figure, the bolt 3 is used to adjust the distance between it and the handle 1. The length of the handle 1 is retractable. Specifically, a stretchable telescopic rod 4 is set on the handle 1, and its length is adjusted through the telescopic telescopic rod 4 to meet the measurement needs of various spatial position distances; The front end of the measuring rod 2 is inclined downward, which is convenient for going deep into the mold slag layer to be measured during measurement; at the front end of the measuring rod 2, a
本实施例中,第一和第二金属丝皆为Q195金属丝。第一金属丝6的表面设有表面涂层8,表面涂层8长度为80mm,厚度为0.3~0.5mm。两根Q195金属丝为国家标准17号金属丝,长度150mm。表面涂层8是金属氧化物,如氧化铝,或三氧化二铁,或两者的混合物。In this embodiment, the first and second metal wires are both Q195 metal wires. The surface of the first metal wire 6 is provided with a surface coating 8, and the surface coating 8 has a length of 80 mm and a thickness of 0.3-0.5 mm. The two Q195 wires are national standard No. 17 wires with a length of 150mm. The surface coating 8 is a metal oxide, such as aluminum oxide, or ferric oxide, or a mixture of the two.
制作表面涂层8时,将氧化物粉末与水玻璃按1:2比例混合,搅拌后用涂刷均匀涂抹在金属丝上,把上述金属丝置于300℃烘干机中干燥2h后自然冷却,氧化物涂层制备完成。When making the surface coating 8, the oxide powder and water glass are mixed in a ratio of 1:2, and after stirring, evenly spread on the metal wire with a brush, the above-mentioned metal wire is placed in a 300 ℃ dryer to dry for 2 hours and then cooled naturally. , the oxide coating is prepared.
在手柄1上设有计时器11,使用时设定计时器11的时间,如3s,在时间到达后发出警报的声音,提醒测量者结束测量,将测量丝5从结晶器中取出。There is a
在测量杆2上,设置有刻度尺12,以方便测量第二金属丝7上的液渣层/钢液界面与表面涂层8上的烧结层/液渣层界面间的间距。A
如图2所示,保护渣加入结晶器后由于钢液纵向传热的作用,从上到下依次形成粉渣层-烧结层-液渣层。本实施例的装置,根据表面和Q195金属丝对各层的润湿性不同区分层间界面。如图3所示,第二金属丝与钢液间有良好的润湿作用,故其粘附的钢液顶端可判定为钢液面。第一金属丝的表面涂层与固体粉渣和烧结层间不存在润湿作用,与液渣润湿性强,故其粘附的液渣顶端可判定为渣液面。两界面间距即为液渣层厚度,表面涂层顶端与钢液面间距即为保护渣渣层总厚度。As shown in Figure 2, after the mold slag is added to the mold, due to the longitudinal heat transfer of the molten steel, a powder slag layer - a sintered layer - a liquid slag layer is formed in sequence from top to bottom. In the device of this embodiment, the interface between the layers is distinguished according to the different wettability of the surface and the Q195 metal wire to each layer. As shown in Figure 3, the second metal wire has a good wetting effect with the molten steel, so the top of the molten steel to which it adheres can be determined as the molten steel level. The surface coating of the first metal wire has no wetting effect between the solid slag and the sintered layer, and has strong wettability with the liquid slag, so the top of the liquid slag that it adheres to can be judged as the slag liquid level. The distance between the two interfaces is the thickness of the liquid slag layer, and the distance between the top of the surface coating and the molten steel surface is the total thickness of the mold slag layer.
图4是本发明的测量方法流程图;本发明以测量板坯连铸200系不锈钢结晶器保护渣渣层厚度为例(生产条件:拉速1m/min,铸坯断面200×1240mm2,中间包内钢液温度1485℃),概括的操作步骤如下:Fig. 4 is the flow chart of the measurement method of the present invention; the present invention takes the measurement of the thickness of the mold slag layer of the slab continuous casting 200 series stainless steel mold as an example (production conditions: pulling speed 1m/min, slab section 200×1240mm 2 , middle The molten steel temperature in the package is 1485°C), and the general operation steps are as follows:
1)按照工艺要求,准备本发明所述的基于润湿性的结晶器保护渣液渣层厚度测试装置;1) according to the technological requirements, prepare the wettability-based mold slag liquid slag layer thickness test device of the present invention;
2)将测量手柄1前端的第一金属丝6和第二金属丝7插入连铸结晶器保护渣渣层,根据第一金属丝6和第二金属丝7对钢、渣间润湿性差异反映出烧结层/液渣层/钢液界面,从而获得液渣层厚度。2) Insert the first metal wire 6 and the second metal wire 7 at the front end of the measuring handle 1 into the mold slag layer of the continuous casting mold, according to the difference in the wettability of the first metal wire 6 and the second metal wire 7 to steel and slag The sintered layer/liquid slag layer/liquid steel interface is reflected to obtain the thickness of the liquid slag layer.
更具体的操作步骤如下:More specific steps are as follows:
S1、按照工艺要求,准备本发明所述的基于润湿性的结晶器保护渣液渣层厚度测试装置;将测量丝5穿过挡渣板10安装于测量杆2上,保持第一金属丝6的表面涂层8顶端与挡渣板底部齐平;S1, according to the process requirements, prepare the wettability-based mold slag liquid slag layer thickness test device of the present invention; install the measuring wire 5 on the measuring rod 2 through the
S2、调整测量杆2与手柄1间的角度和伸缩杆4的长度,以适应现场操作环境;S2. Adjust the angle between the measuring rod 2 and the handle 1 and the length of the telescopic rod 4 to adapt to the on-site operating environment;
S3、通过手柄1将测量丝5垂直插入保护渣渣层中,直至挡渣板10底端与保护渣渣面齐平,处于同一平面;S3, vertically insert the measuring wire 5 into the mold slag layer through the handle 1, until the bottom end of the
S4、保持测试位置,待计时装置11发出停止测试信号后,立即将测量丝5取出结晶器;S4, keep the test position, and immediately take the measuring wire 5 out of the crystallizer after the
S5、在所述第二金属丝7上找到液渣层/钢液界面,在所述第一金属丝6的表面涂层8上找到烧结层/液渣层界面,通常需要将测量丝5从测量装置上取下,这样方便准确确定前述界面;S5. Find the liquid slag layer/liquid steel interface on the second metal wire 7, and find the sintered layer/liquid slag layer interface on the surface coating 8 of the first metal wire 6. Usually, it is necessary to remove the measuring wire 5 from Remove it from the measuring device, which is convenient and accurate to determine the aforementioned interface;
S6、利用测量尺,或者测量杆2上的刻度尺12测量烧结层/液渣层界面至液渣层/钢液界面间距即为液渣层厚度,表面涂层顶端至液渣层/钢液界面间距即为保护渣渣层总厚度。S6. Use a measuring ruler or the
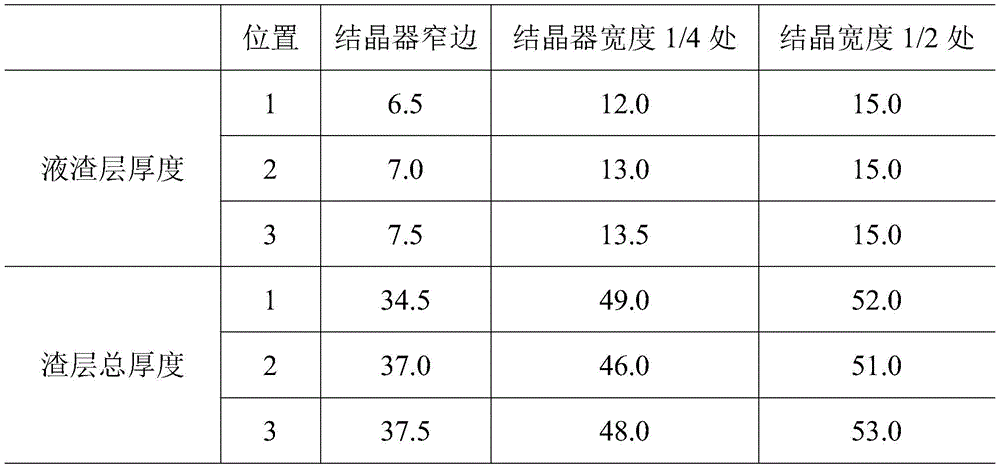
采用上述步骤,分别对结晶器内窄边、宽度1/4位置和1/2位置的保护渣渣层厚度进行三次重复测试,结果如表1所示。Using the above steps, three repeated tests were carried out on the thickness of the mold slag layer at the narrow side, 1/4 position and 1/2 position of the width in the mold, and the results are shown in Table 1.
表1板坯连铸200系不锈钢结晶器保护渣渣层厚度测试结果(mm)Table 1 Slab continuous casting 200 series stainless steel mold mold slag layer thickness test results (mm)

实施例二Embodiment 2
本实施例对板坯连铸300系不锈钢结晶器保护渣渣层厚度进行测试,现场工艺条件:拉速1.1m/min,铸坯断面200×1530mm2,中间包内钢液温度1496℃。利用实施例1中所述方法,根据S1~S6步骤,分别对结晶器内窄边、宽度方向1/4位置和1/2位置保护渣渣层厚度进行三次重复测试,结果如表2所示。In this example, the thickness of mold slag slag layer of slab continuous casting 300 series stainless steel mold is tested. The on-site process conditions are: pulling speed 1.1m/min, slab section 200×1530mm 2 , molten steel temperature in tundish 1496℃. Using the method described in Example 1, according to the steps S1 to S6, the thickness of the mold slag layer in the narrow side of the mold, the 1/4 position and the 1/2 position in the width direction was repeated three times, and the results are shown in Table 2. .
表2板坯连铸300系不锈钢结晶器保护渣渣层厚度测试结果(mm)Table 2 Slab continuous casting 300 series stainless steel mold mold slag layer thickness test results (mm)
实施例三Embodiment 3
本实施例对板坯连铸包晶钢结晶器保护渣液渣层厚度进行测试,现场工艺条件:拉速1.2m/min,铸坯断面230×1530mm2,中间包内钢液温度1547℃。在本实施例中,计时器11预设测试时长为2s。利用实施例一中所述方法,按照S1~S6步骤,分别对结晶器窄边、宽度方向1/4位置和1/2位置保护渣渣层厚度进行三次重复测试,结果如表3所示。In this example, the thickness of the mold slag layer of slab continuous casting peritectic steel mold is tested. The on-site process conditions are: pulling speed 1.2m/min, slab section 230×1530mm 2 , and molten steel temperature in tundish 1547°C. In this embodiment, the preset test duration of the
表3板坯连铸包晶钢结晶器保护渣渣层厚度测试结果(mm)Table 3 Slab continuous casting peritectic steel mold mold slag layer thickness test results (mm)


最后需要说明的是,以上实施例仅用以说明本发明的技术方案而非限制技术方案,尽管申请人参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,那些对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,均应涵盖在本发明的权利要求范围当中。Finally, it should be noted that the above embodiments are only used to illustrate the technical solutions of the present invention and not to limit the technical solutions. Although the applicant has described the present invention in detail with reference to the preferred embodiments, those of ordinary skill in the art should The technical solution of the invention is modified or equivalently replaced without departing from the spirit and scope of the technical solution, and should be included in the scope of the claims of the present invention.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110407214.0A CN113084102B (en) | 2021-04-15 | 2021-04-15 | Crystallizer protection slag liquid slag layer thickness testing device and method based on wettability |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110407214.0A CN113084102B (en) | 2021-04-15 | 2021-04-15 | Crystallizer protection slag liquid slag layer thickness testing device and method based on wettability |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113084102A CN113084102A (en) | 2021-07-09 |
| CN113084102B true CN113084102B (en) | 2022-07-01 |
Family
ID=76677989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110407214.0A Active CN113084102B (en) | 2021-04-15 | 2021-04-15 | Crystallizer protection slag liquid slag layer thickness testing device and method based on wettability |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113084102B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115041643A (en) * | 2022-06-24 | 2022-09-13 | 包头钢铁(集团)有限责任公司 | Method for measuring crystallizer liquid slag layer by continuous casting machine |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006205227A (en) * | 2005-01-28 | 2006-08-10 | Jfe Steel Kk | Calibration method and calibration device for multi-frequency eddy current mold powder melt thickness measuring instrument |
| CN201322613Y (en) * | 2008-12-23 | 2009-10-07 | 南京钢铁联合有限公司 | Slag blanket thickness measuring device for covering slag of continuous casting crystallizer |
| CN102284688A (en) * | 2011-08-26 | 2011-12-21 | 莱芜钢铁股份有限公司 | Device for detecting crystallizer liquid slag layer of continuous casting machine |
| US8124036B1 (en) * | 2005-10-27 | 2012-02-28 | ADA-ES, Inc. | Additives for mercury oxidation in coal-fired power plants |
| CN103837062A (en) * | 2014-02-21 | 2014-06-04 | 山西太钢不锈钢股份有限公司 | Method for detecting casting powder situation of crystallizer |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001329310A (en) * | 2000-05-22 | 2001-11-27 | Nippon Steel Corp | Simple immersion depth control device and method |
| CN101612648A (en) * | 2008-06-25 | 2009-12-30 | 鞍钢股份有限公司 | Device and method for measuring thickness of covering slag and liquid level fluctuation of molten steel |
| JP2014153077A (en) * | 2013-02-05 | 2014-08-25 | Nippon Steel & Sumitomo Metal | Method for measuring thickness of slag floating on molten metal surface |
| CN203216422U (en) * | 2013-02-26 | 2013-09-25 | 宝山钢铁股份有限公司 | Too for measuring melting layer thickness of continuous casting protective slag |
| JP6375765B2 (en) * | 2014-08-07 | 2018-08-22 | 新日鐵住金株式会社 | Molten metal injection method |
| KR20170060269A (en) * | 2015-11-24 | 2017-06-01 | 현대제철 주식회사 | Apparatus for detecting thickness of slag layer and method for manufacturing the same |
| CN206911867U (en) * | 2017-07-14 | 2018-01-23 | 山东钢铁股份有限公司 | Dust stratification thickness measure and the device of cleaning |
| CN208653365U (en) * | 2018-08-31 | 2019-03-26 | 云南建投第二建设有限公司 | Thickness measuring rule when a kind of construction concreting |
| CN209043189U (en) * | 2018-12-18 | 2019-06-28 | 唐山欧本冶耐科技有限公司 | A kind of continuous casting covering slag melting layer thickness measure auxiliary tool |
| CN209512722U (en) * | 2019-04-23 | 2019-10-18 | 湖北亿涛建设有限公司 | A kind of floor concreting measurer for thickness |
| CN211386826U (en) * | 2019-10-30 | 2020-09-01 | 鞍钢股份有限公司 | Slag pushing tool capable of measuring thickness of slag layer of slag liquid |
-
2021
- 2021-04-15 CN CN202110407214.0A patent/CN113084102B/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006205227A (en) * | 2005-01-28 | 2006-08-10 | Jfe Steel Kk | Calibration method and calibration device for multi-frequency eddy current mold powder melt thickness measuring instrument |
| US8124036B1 (en) * | 2005-10-27 | 2012-02-28 | ADA-ES, Inc. | Additives for mercury oxidation in coal-fired power plants |
| CN201322613Y (en) * | 2008-12-23 | 2009-10-07 | 南京钢铁联合有限公司 | Slag blanket thickness measuring device for covering slag of continuous casting crystallizer |
| CN102284688A (en) * | 2011-08-26 | 2011-12-21 | 莱芜钢铁股份有限公司 | Device for detecting crystallizer liquid slag layer of continuous casting machine |
| CN103837062A (en) * | 2014-02-21 | 2014-06-04 | 山西太钢不锈钢股份有限公司 | Method for detecting casting powder situation of crystallizer |
Non-Patent Citations (1)
| Title |
|---|
| 高速连铸结晶器内的保护渣膜;Masahito HANAO等;《鞍钢技术》;20081010(第05期);61-66 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113084102A (en) | 2021-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9630242B2 (en) | Device and method for continuously measuring flow rate near liquid steel surface | |
| US20150300849A1 (en) | Device and method for measuring flow rate of steel melt near the surface thereof | |
| WO2000051762A1 (en) | Method and device for predication and control of molten steel flow pattern in continuous casting | |
| CN101666614A (en) | Device and method for measuring thickness of molten slag layer of mold flux of continuous casting crystallizer | |
| CN110595419A (en) | System and method for measuring thickness of liquid slag layer of casting powder | |
| CN102323184A (en) | Visual testing device for liquid metal fluidity and testing method based on it | |
| CN113084102B (en) | Crystallizer protection slag liquid slag layer thickness testing device and method based on wettability | |
| He et al. | A novel principle for molten steel level measurement in tundish by using temperature gradient | |
| CN115808441A (en) | A test device and method for heat transfer performance of metallurgical mold slag | |
| CN104236977A (en) | Method for judging crystallization ratio of solid slag film of protection slag of continuous casting crystallizer | |
| CN108827827B (en) | 3D printing concrete constructability testing device and method | |
| CN109550906B (en) | A kind of measuring method of molten steel flow velocity in continuous casting mould | |
| CN112014266B (en) | A high temperature metal melt dynamic fluidity testing device and metal melt flow measurement method | |
| CN118982129A (en) | A kind of intelligent concrete pouring system | |
| JP3230513B2 (en) | Method of estimating molten steel flow velocity in continuous casting mold, quality control method in continuous casting of steel, and continuous casting method of steel | |
| CN110018195B (en) | Method for nondestructively representing heat transfer performance of covering slag film | |
| CN117007768A (en) | A moraine soil landslide erosion test simulation device and method | |
| CN221976062U (en) | A device for evaluating the fluctuation of continuous casting mold protective slag layer | |
| CN111044554A (en) | Method for testing molten iron cooling curves | |
| CN214290726U (en) | Device for measuring thickness of continuous casting protective slag layer and insertion depth of submersed nozzle | |
| CN116047019A (en) | Device and method for detecting shrinkage rate of aluminum alloy material body | |
| CN115900880A (en) | Method for detecting liquid level of molten steel in slab crystallizer in casting process of continuous casting machine | |
| CN101927322B (en) | Method for calibrating taper of crystallizer | |
| CN108252221B (en) | A spiral gradient optical ranging monitoring mobile mold base device | |
| CN205506247U (en) | Trail device of measuring silicon steel clad plate temperature |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |