CN112342352B - A kind of corrosion-resistant high manganese austenitic steel plate and preparation method thereof - Google Patents
A kind of corrosion-resistant high manganese austenitic steel plate and preparation method thereof Download PDFInfo
- Publication number
- CN112342352B CN112342352B CN202011141438.3A CN202011141438A CN112342352B CN 112342352 B CN112342352 B CN 112342352B CN 202011141438 A CN202011141438 A CN 202011141438A CN 112342352 B CN112342352 B CN 112342352B
- Authority
- CN
- China
- Prior art keywords
- manganese
- austenitic steel
- rolling
- corrosion
- steel plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 44
- 239000010959 steel Substances 0.000 title claims abstract description 44
- 239000011572 manganese Substances 0.000 title claims abstract description 40
- 238000005260 corrosion Methods 0.000 title claims abstract description 39
- 230000007797 corrosion Effects 0.000 title claims abstract description 39
- 229910052748 manganese Inorganic materials 0.000 title claims abstract description 38
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 title claims abstract description 17
- 238000002360 preparation method Methods 0.000 title claims abstract description 10
- 238000000034 method Methods 0.000 claims abstract description 28
- 238000005096 rolling process Methods 0.000 claims abstract description 26
- 229910000617 Mangalloy Inorganic materials 0.000 claims abstract description 15
- 238000005242 forging Methods 0.000 claims abstract description 8
- 238000000265 homogenisation Methods 0.000 claims abstract description 8
- 150000003839 salts Chemical class 0.000 claims abstract description 8
- 239000007921 spray Substances 0.000 claims abstract description 8
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 7
- 230000004584 weight gain Effects 0.000 claims abstract description 5
- 235000019786 weight gain Nutrition 0.000 claims abstract description 5
- 238000010438 heat treatment Methods 0.000 claims description 15
- 238000000137 annealing Methods 0.000 claims description 8
- 238000005097 cold rolling Methods 0.000 claims description 8
- 238000001816 cooling Methods 0.000 claims description 6
- 229910001220 stainless steel Inorganic materials 0.000 description 13
- 239000010935 stainless steel Substances 0.000 description 11
- 239000011651 chromium Substances 0.000 description 8
- 229910052804 chromium Inorganic materials 0.000 description 5
- 229910052759 nickel Inorganic materials 0.000 description 5
- 238000011160 research Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 238000004321 preservation Methods 0.000 description 4
- 229910018487 Ni—Cr Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000001953 recrystallisation Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 229910001339 C alloy Inorganic materials 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0081—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for slabs; for billets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
本发明公开了一种耐腐蚀的高锰奥氏体钢板,高锰奥氏体钢的组织为奥氏体,高锰奥氏体钢的非比例延伸强度Rp0.2≥424MPa,抗拉强Rm≥613MPa,断后伸长率A≥48%,8h盐雾腐蚀增重≤0.011mg/mm2。本发明的目的是提供一种基于晶界工程的高锰奥氏体钢耐蚀性改善方法,解决了现有技术中存在的高锰奥氏体钢耐腐蚀性差的问题。本发明该公开了一种耐腐蚀的高锰奥氏体钢板的制备方法,具体为:步骤1,将铸锭锻成板坯;步骤2,将板坯进行预热,再进行4道次轧制,得到热轧板;步骤3,将步骤2得到的热轧板进行均匀化处理,然后进行冷轧、退火,得到高锰钢钢板;步骤4,对退火后的高锰钢钢板进行变形得到最终板材。
The invention discloses a corrosion-resistant high-manganese austenitic steel plate. The high-manganese austenitic steel has an austenite structure, the non-proportional elongation strength of the high-manganese austenitic steel is Rp0.2≥424MPa, and the tensile strength is Rm ≥613MPa, elongation after fracture A≥48%, 8h salt spray corrosion weight gain≤0.011mg/mm 2 . The purpose of the present invention is to provide a method for improving the corrosion resistance of high manganese austenitic steel based on grain boundary engineering, which solves the problem of poor corrosion resistance of high manganese austenitic steel in the prior art. The invention discloses a preparation method of a corrosion-resistant high manganese austenitic steel plate, which specifically includes: step 1, forging an ingot into a slab; step 2, preheating the slab, and then performing 4 passes of rolling In step 3, the hot-rolled plate obtained in step 2 is subjected to homogenization treatment, and then cold-rolled and annealed to obtain a high-manganese steel plate; in step 4, the annealed high-manganese steel plate is deformed to obtain a final sheet.
Description
技术领域technical field
本发明属于冶金材料制备方法技术领域,涉及一种耐腐蚀的高锰奥氏体钢板,本发明还公开了一种耐腐蚀的高锰奥氏体钢板的制备方法。The invention belongs to the technical field of metallurgical material preparation methods, and relates to a corrosion-resistant high-manganese austenitic steel plate. The invention also discloses a preparation method of the corrosion-resistant high-manganese austenitic steel plate.
背景技术Background technique
不锈钢是当今必不可少的、消耗量极大的传统金属材料,被广泛应用于国民经济建设和人民生活的各个领域。为了获得良好的耐腐蚀和抗氧化性能,Ni和Cr常被用作不锈钢中的合金添加元素,并且其含量很高。然而,就世界范围来说,Ni和Cr同属资源短缺型、价格昂贵的战略金属元素;尤其是,我国属于贫镍铬国家之一,镍铬蕴藏量很少,原料还主要依靠进口,这种现状严重地束缚了我国不锈钢生产的发展。Stainless steel is an indispensable traditional metal material with huge consumption today, and is widely used in various fields of national economic construction and people's life. In order to obtain good corrosion resistance and oxidation resistance, Ni and Cr are often used as alloying elements in stainless steel, and their content is very high. However, as far as the world is concerned, Ni and Cr are both resource-deficient and expensive strategic metal elements; in particular, my country is one of the poor nickel-chromium countries, the reserves of nickel-chromium are very small, and the raw materials are mainly imported. The current situation has seriously hampered the development of stainless steel production in China.
为了节约Ni和Cr,特别是Ni,早在二战期间,德、英、美等国的研究人员即在Ni-Cr不锈钢中开展了以Mn代Ni、以Al代Cr的研究工作。自20世纪60年代开始,节镍铬以及无镍铬耐热钢的研制开发也一直是我国冶金和材料工作者的攻关目标之一。近些年,我国一些高等院校和冶金企业的科技人员,在节镍铁素体不锈钢、高氮不锈钢等的研究中也开展了大量的工作,并取得了一定的进展。但是,这些不锈钢中仍然有较高含量的Cr。无疑,如何利用其它资源丰富的合金元素,取代或者大部分取代不锈钢中的Ni和Cr,节约资源,降低成本,以制取经济型无镍铬不锈钢或无镍低铬不锈钢,是一项有着深远意义的战略性研究课题。In order to save Ni and Cr, especially Ni, as early as during World War II, researchers from Germany, Britain, the United States and other countries carried out the research work of replacing Ni with Mn and replacing Cr with Al in Ni-Cr stainless steel. Since the 1960s, the research and development of nickel-chromium-saving and nickel-chromium-free heat-resistant steel has always been one of the key goals of metallurgical and material workers in my country. In recent years, scientific and technical personnel from some universities and metallurgical enterprises in my country have also carried out a lot of work in the research of nickel-saving ferritic stainless steel and high nitrogen stainless steel, and have made certain progress. However, these stainless steels still have relatively high levels of Cr. Undoubtedly, how to use other resource-rich alloying elements to replace or mostly replace Ni and Cr in stainless steel, save resources and reduce costs, to produce economical nickel-chromium-free stainless steel or nickel-free low-chromium stainless steel, is a far-reaching task. meaningful strategic research topics.
按照以Mn代Ni和以Al代Cr的研究与设计思路,研究人员很早就注意到Fe-Mn-Al-C系奥氏体型合金具有替代或者部分替代奥氏体不锈钢的潜力。然而,研究发现,虽然这类奥氏体型Fe-Mn-Al-C合金的抗氧化能力较强,但所面临的问题是耐蚀性较差。According to the research and design ideas of replacing Ni with Mn and replacing Cr with Al, researchers have long noticed that Fe-Mn-Al-C austenitic alloys have the potential to replace or partially replace austenitic stainless steel. However, studies have found that although this type of austenitic Fe-Mn-Al-C alloy has strong oxidation resistance, the problem it faces is poor corrosion resistance.
发明内容SUMMARY OF THE INVENTION
本发明的目的是提供一种基于晶界工程的高锰奥氏体钢耐蚀性改善方法,解决了现有技术中存在的高锰奥氏体钢耐腐蚀性差的问题。The purpose of the present invention is to provide a method for improving the corrosion resistance of high manganese austenitic steel based on grain boundary engineering, which solves the problem of poor corrosion resistance of high manganese austenitic steel in the prior art.
本发明所采用的技术方案是,一种耐腐蚀的高锰奥氏体钢板,高锰奥氏体钢的组织为奥氏体,高锰奥氏体钢的非比例延伸强度Rp0.2≥424MPa,抗拉强度Rm≥613MPa,断后伸长率A≥48%,8h盐雾腐蚀增重≤0.011mg/mm2。The technical scheme adopted in the present invention is a corrosion-resistant high-manganese austenitic steel sheet, the structure of the high-manganese austenitic steel is austenite, and the non-proportional elongation strength of the high-manganese austenitic steel is Rp0.2≥424MPa , tensile strength Rm≥613MPa, elongation after fracture A≥48%, 8h salt spray corrosion weight gain≤0.011mg/mm 2 .
本发明采用的第二种技术方案是,一种耐腐蚀的高锰奥氏体钢板的制备方法,制备出的高锰奥氏体钢如上,具体按照如下步骤实施:The second technical solution adopted in the present invention is, a preparation method of a corrosion-resistant high-manganese austenitic steel plate, the prepared high-manganese austenitic steel is as above, and is specifically implemented according to the following steps:
步骤1,将铸锭加热至1200±50℃,保温2±0.5h,然后自然冷却,锻成板坯;Step 1, heating the ingot to 1200±50°C, keeping the temperature for 2±0.5h, and then naturally cooling, and forging into a slab;
步骤2,将板坯进行预热,然后进行4道次轧制,开轧温度1100~1050℃,终轧温度1000℃以上,得到热轧板;Step 2, preheating the slab, and then performing 4 passes of rolling, the starting rolling temperature is 1100-1050 °C, and the final rolling temperature is more than 1000 °C, to obtain a hot-rolled sheet;
步骤3,将步骤2得到的热轧板在1000~1100℃保温1±0.5h进行均匀化处理,然后进行冷轧、退火,得到高锰钢钢板;In step 3, the hot-rolled sheet obtained in step 2 is kept at 1000-1100° C. for 1±0.5 h for homogenization treatment, and then cold-rolled and annealed to obtain a high-manganese steel sheet;
步骤4,对退火后的高锰钢钢板进行2%~30%的变形得到最终板材。In step 4, the annealed high manganese steel sheet is deformed by 2% to 30% to obtain a final sheet.
本发明第二种技术方案的特征还在于,The second technical solution of the present invention is also characterized in that:
步骤2中对板坯进行预热,具体为:将板坯加热至1150~1200℃,保温1±0.5h。In step 2, the slab is preheated, specifically: heating the slab to 1150-1200° C., and keeping the temperature for 1±0.5h.
进行4道次轧制的道次压下率25%~40%。The pass reduction ratio for 4 passes of rolling is 25% to 40%.
首道次压下率为(25±0.5)%,第2道次压下率(38±0.5)%,第3道次压下率(37±0.5)%,第4道次压下率40%。The reduction rate of the first pass is (25±0.5)%, the reduction rate of the second pass is (38±0.5)%, the reduction rate of the third pass is (37±0.5)%, and the reduction rate of the fourth pass is 40 %.
经过4道次轧制后热轧板厚度6±0.3mm。After 4 passes of rolling, the thickness of the hot-rolled sheet is 6±0.3mm.
步骤3中进行冷轧的具体参数为:冷轧总压下率﹥80%,轧至1±0.1mm厚。The specific parameters for cold rolling in step 3 are: total reduction ratio of cold rolling > 80%, rolling to a thickness of 1±0.1 mm.
步骤3中退火的工艺为:在750~850℃保温15~25min。The annealing process in step 3 is as follows: heat preservation at 750-850° C. for 15-25 minutes.
步骤4中对退火后的高锰钢钢板进行10%~20%的变形得到最终板材。In step 4, the annealed high manganese steel sheet is deformed by 10% to 20% to obtain the final sheet.
本发明的有益效果是:The beneficial effects of the present invention are:
本发明考虑不锈钢的强度和塑性要求,并结合节约成本的思路,采用合理的形变热处理工艺,获得理想的微观组织,保证其力学性能要求,同时改善其耐腐蚀性,采用本发明的方法可以获得具有一定耐腐蚀性的高锰奥氏体钢钢板,极大地降低了不锈钢的成本。In the present invention, the strength and plasticity requirements of stainless steel are considered, combined with the idea of cost saving, and a reasonable deformation heat treatment process is adopted to obtain an ideal microstructure, ensure its mechanical property requirements, and improve its corrosion resistance at the same time. The method of the present invention can obtain High manganese austenitic steel plate with certain corrosion resistance, which greatly reduces the cost of stainless steel.
附图说明Description of drawings
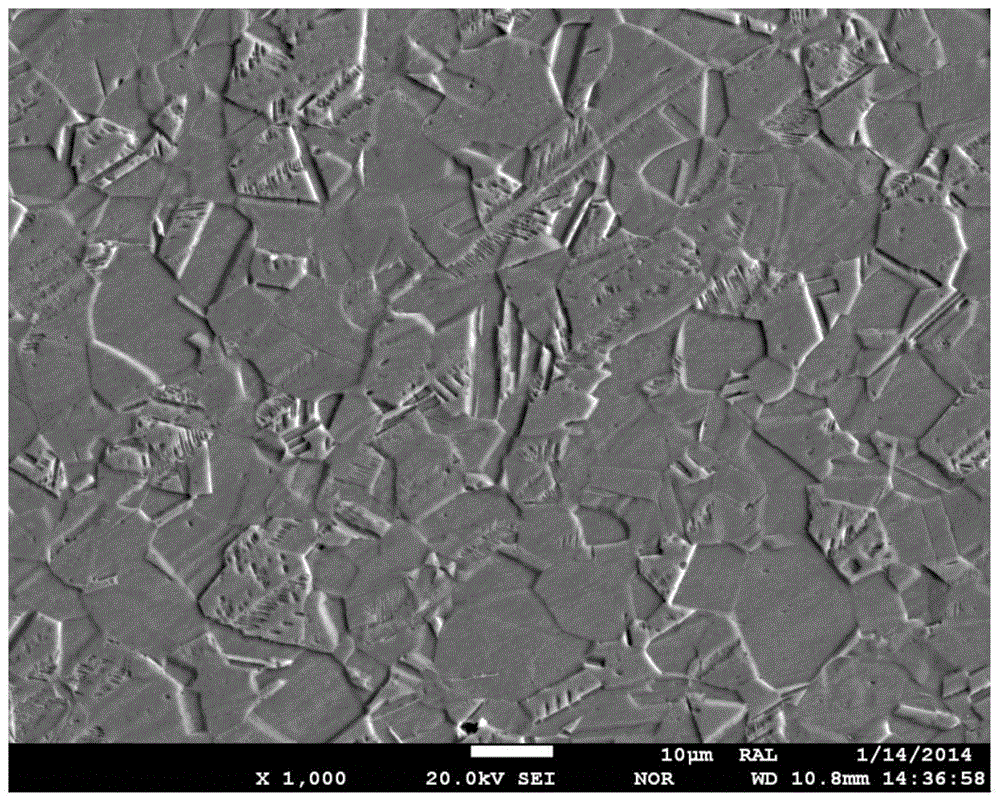
图1为本发明一种耐腐蚀的高锰奥氏体钢板的制备方法实施例1中的二次电子像;1 is a secondary electron image in Example 1 of a method for preparing a corrosion-resistant high manganese austenitic steel sheet of the present invention;
图2为本发明一种耐腐蚀的高锰奥氏体钢板的制备方法实施例2中的二次电子像;2 is a secondary electron image in Example 2 of a method for preparing a corrosion-resistant high manganese austenitic steel sheet according to the present invention;
图3为本发明一种耐腐蚀的高锰奥氏体钢板的制备方法实施例3中的二次电子像;3 is a secondary electron image in Example 3 of a method for preparing a corrosion-resistant high manganese austenitic steel sheet according to the present invention;
图4为本发明一种耐腐蚀的高锰奥氏体钢板的制备方法实施例4中的二次电子像。4 is a secondary electron image in Example 4 of a method for preparing a corrosion-resistant high manganese austenitic steel sheet of the present invention.
具体实施方式Detailed ways
下面结合附图和具体实施方式对本发明进行详细说明。The present invention will be described in detail below with reference to the accompanying drawings and specific embodiments.
本发明一种耐腐蚀的高锰奥氏体钢板,其组织为奥氏体,高锰奥氏体钢的非比例延伸强度Rp0.2≥424MPa,抗拉强度Rm≥613MPa,断后伸长率A≥48%,8h盐雾腐蚀增重≤0.011mg/mm2。The invention is a corrosion-resistant high-manganese austenitic steel plate, the structure of which is austenite, the non-proportional elongation strength of the high-manganese austenitic steel is Rp0. ≥48%, 8h salt spray corrosion weight gain ≤0.011mg/mm 2 .
本发明一种耐腐蚀的高锰奥氏体钢板的制备方法,制备出的高锰奥氏体钢如上,具体按照如下步骤实施:A preparation method of a corrosion-resistant high-manganese austenitic steel plate of the present invention, the prepared high-manganese austenitic steel is as above, and is specifically implemented according to the following steps:
步骤1,将铸锭加热至1200±50℃,然后保温2±0.5h,然后自然冷却,锻成板坯;Step 1, heating the ingot to 1200±50℃, then keeping the temperature for 2±0.5h, then cooling naturally, and forging into a slab;
步骤2,将板坯加热至1150~1200℃,保温1±0.5h进行预热,然后进行4道次轧制,开轧温度1100~1050℃,终轧温度1000℃以上,道次压下率25%~40%,得到热轧板;具体的:首道次压下率为(25±0.5)%,第2道次压下率(38±0.5)%,第3道次压下率(37±0.5)%,第4道次压下率40%,经过4道次轧制后热轧板厚度6±0.3mm;In step 2, the slab is heated to 1150-1200°C, kept for 1±0.5h for preheating, and then rolled for 4 passes. 25% to 40% to obtain a hot-rolled sheet; specifically: the reduction ratio of the first pass is (25±0.5)%, the reduction ratio of the second pass is (38±0.5)%, and the reduction ratio of the third pass ( 37±0.5)%, the 4th pass reduction rate is 40%, and the thickness of the hot-rolled sheet after 4 passes of rolling is 6±0.3mm;
步骤3,将步骤2得到的热轧板在1000~1100℃保温1±0.5h进行均匀化处理,然后进行冷轧、退火,得到高锰钢钢板,冷轧总压下率﹥80%,轧至1±0.1mm厚,退火的工艺为:在750~850℃保温15~25min;In step 3, the hot-rolled sheet obtained in step 2 is kept at 1000-1100° C. for 1±0.5 h for homogenization treatment, and then cold-rolled and annealed to obtain a high-manganese steel sheet. To 1±0.1mm thick, the annealing process is: heat preservation at 750~850℃ for 15~25min;
步骤4,对退火后的高锰钢钢板进行2%~30%的变形得到最终板材,优选的步骤4中对退火后的高锰钢钢板进行10%~20%的变形得到最终板材。In step 4, the annealed high-manganese steel sheet is deformed by 2% to 30% to obtain the final sheet. Preferably, in step 4, the annealed high-manganese steel sheet is deformed by 10% to 20% to obtain the final sheet.
本发明实施例对形变热处理后的高锰奥氏体钢钢板组织采用场发射电子探针JEOL JXA-8530F进行形貌观察;室温拉伸在CMT5105-SANS微机控制电子万能实验机上进行;腐蚀增重实验在LYW-025盐雾试验箱中进行,NaCl溶液质量浓度为(5.0±1)%,ph值范围是6.5~7.2,盐雾箱内的温度保持在(35±2)℃范围内,湿度控制在(45±2)%Rh。In the embodiment of the present invention, the microstructure of the high manganese austenitic steel plate after deformation heat treatment is observed by using a field emission electron probe JEOL JXA-8530F; room temperature stretching is carried out on a CMT5105-SANS microcomputer-controlled electronic universal testing machine; The experiment was carried out in LYW-025 salt spray test box, the mass concentration of NaCl solution was (5.0±1)%, the pH value range was 6.5~7.2, the temperature in the salt spray box was kept within the range of (35±2)℃, and the humidity was within the range of (35±2)℃. Controlled at (45±2)%Rh.
室温拉伸试样按GB/T228-2002《金属材料室温拉伸试验方法》制成矩形截面标准拉伸试样;中性盐雾试验(NSS试验),按照标准GJB150.11A-2009进行。The room temperature tensile specimen is made into standard tensile specimen with rectangular section according to GB/T228-2002 "Room temperature tensile test method for metal materials"; the neutral salt spray test (NSS test) is carried out according to the standard GJB150.11A-2009.
实施例1-4Examples 1-4
本发明提供一组实验结果作为实施例,钢的成分是一致的,炼钢、连铸、锻坯加热以及轧制工艺是一致的,冷轧后的固溶处理工艺是一致的,不同之处在于形变量的控制制度,给出一些变形量、性能检测结果及二次电子像组织作为对比例。The present invention provides a set of experimental results as examples. The composition of the steel is the same, the steelmaking, continuous casting, forging billet heating and rolling processes are the same, and the solution treatment process after cold rolling is the same. In terms of the control system of deformation, some deformation, performance test results and secondary electron image structure are given as comparative examples.
一种耐腐蚀的高锰奥氏体钢板的制备方法,具体按照如下步骤实施:A preparation method of a corrosion-resistant high-manganese austenitic steel plate is specifically implemented according to the following steps:
步骤1,将铸锭加热至1200℃,保温2h,然后自然冷却,锻成板坯;Step 1, heating the ingot to 1200°C, holding the temperature for 2h, then cooling naturally, and forging into a slab;
步骤2,将板坯加热至1200℃,保温1h进行预热,然后进行4道次轧制,开轧温度1050℃,终轧温度1000℃以上;首道次压下率25.7%,第2道次压下率38.5%,第3道次压下率37.5%,第4道次压下率40%,此时总压下率为83%,得到的热轧板厚度为6mm;In step 2, the slab is heated to 1200°C, held for 1 hour for preheating, and then rolled for 4 passes, with an opening temperature of 1050°C and a final rolling temperature of over 1000°C; the first pass reduction rate is 25.7%, the second pass The reduction ratio of the second pass is 38.5%, the reduction ratio of the third pass is 37.5%, and the reduction ratio of the fourth pass is 40%. At this time, the total reduction ratio is 83%, and the thickness of the obtained hot-rolled sheet is 6 mm;
步骤3,将热轧板在1100℃保温1h,进行均匀化处理,然后进行冷轧、退火,冷轧总压下率80%,轧至1mm厚,退火工艺为:在850℃保温25min;Step 3, the hot-rolled sheet is kept at 1100° C. for 1 hour, subjected to homogenization treatment, and then cold-rolled and annealed. The total reduction ratio of cold-rolling is 80%, and rolled to a thickness of 1 mm. The annealing process is: keep at 850° C. for 25 minutes;
步骤4,形变处理工艺:步骤3得到的钢板在室温下拉伸变形2%~30%,得到最终板材;具体工艺分别采取以下4种:2%(实施例1)、10%(实施例2)、20%(实施例3)、30%(实施例4)。Step 4, deformation treatment process: the steel plate obtained in step 3 is stretched and deformed by 2% to 30% at room temperature to obtain the final plate; the specific processes are respectively adopted in the following 4 types: 2% (Example 1), 10% (Example 2) ), 20% (Example 3), 30% (Example 4).
实施例1-4得到的二次电子像如附图1-4所示,为奥氏体组织,且对随着变形量的增加,亚结构愈加复杂,特殊晶界所占比例增加。The secondary electron images obtained in Examples 1-4 are shown in Figures 1-4, which are austenite structures, and with the increase of deformation, the substructure becomes more complex, and the proportion of special grain boundaries increases.
力学性能及耐蚀性检检测结果如表1所示:The mechanical properties and corrosion resistance test results are shown in Table 1:
表1Table 1

从上述的实施例中的工艺对比研究结果可知,获得具有最优力学性能与耐蚀性配合的高锰奥氏体钢钢板的形变处理工艺制度是:变形10%~20%,且此时的结果为:常温拉伸延伸强度Rp0.2≥424MPa,抗拉强度Rm≥613MPa,断后伸长率A≥48%,8h盐雾腐蚀增重≤0.011mg/mm2。It can be seen from the results of the process comparison research in the above-mentioned embodiments that the deformation treatment process system for obtaining a high manganese austenitic steel plate with optimal mechanical properties and corrosion resistance is:
实施例5Example 5
本发明一种耐腐蚀的高锰奥氏体钢板的制备方法,具体按照如下步骤实施:The preparation method of a corrosion-resistant high-manganese austenitic steel plate of the present invention is specifically implemented according to the following steps:
步骤1,将铸锭加热至1250℃,保温2.5h,然后自然冷却,锻成板坯;Step 1, heating the ingot to 1250°C, keeping the temperature for 2.5h, then cooling naturally, and forging into a slab;
步骤2,将板坯加热至1200℃,保温1.5h进行预热,然后进行4道次轧制,开轧温度1100℃,终轧温度1000℃以上,首道次压下率为25.7%,第2道次压下率38.5%,第3道次压下率37.5%,第4道次压下率40%,得到热轧板;经过4道次轧制后热轧板厚度6±0.3mm;In step 2, the slab is heated to 1200°C, held for 1.5h for preheating, and then rolled for 4 passes, the starting rolling temperature is 1100°C, the final rolling temperature is above 1000°C, and the first pass reduction rate is 25.7%. The reduction rate of the 2nd pass is 38.5%, the reduction rate of the 3rd pass is 37.5%, and the reduction rate of the 4th pass is 40% to obtain a hot-rolled sheet; after 4 passes of rolling, the thickness of the hot-rolled sheet is 6±0.3mm;
步骤3,将步骤2得到的热轧板在1100℃保温1.5h进行均匀化处理,然后进行冷轧、退火,得到高锰钢钢板,冷轧总压下率﹥80%,轧至1±0.1mm厚,退火的工艺为:在850℃保温25min;In step 3, the hot-rolled sheet obtained in step 2 is kept at 1100° C. for 1.5 hours for homogenization treatment, and then cold-rolled and annealed to obtain a high-manganese steel sheet. mm thick, the annealing process is: heat preservation at 850°C for 25min;
步骤4,对退火后的高锰钢钢板进行30%的变形得到最终板材。In step 4, the annealed high manganese steel sheet is deformed by 30% to obtain a final sheet.
实施例6Example 6
本发明一种耐腐蚀的高锰奥氏体钢板的制备方法,制备出的高锰奥氏体钢如上,具体按照如下步骤实施:A preparation method of a corrosion-resistant high-manganese austenitic steel plate of the present invention, the prepared high-manganese austenitic steel is as above, and is specifically implemented according to the following steps:
步骤1,将铸锭加热至1150℃,然后保温1.5h,然后自然冷却,锻成板坯;Step 1, heating the ingot to 1150°C, then keeping the temperature for 1.5h, then cooling naturally, and forging into a slab;
步骤2,将板坯加热至1150℃,保温0.5h进行预热,然后进行4道次轧制,开轧温度1050℃,终轧温度1000℃以上,首道次压下率为25.7%,第2道次压下率38.5%,第3道次压下率37.5%,第4道次压下率40%,得到热轧板;经过4道次轧制后热轧板厚度6±0.3mm;In step 2, the slab is heated to 1150°C, kept for 0.5h for preheating, and then rolled for 4 passes, the starting rolling temperature is 1050°C, the final rolling temperature is above 1000°C, and the first pass reduction rate is 25.7%. The reduction rate of the 2nd pass is 38.5%, the reduction rate of the 3rd pass is 37.5%, and the reduction rate of the 4th pass is 40% to obtain a hot-rolled sheet; after 4 passes of rolling, the thickness of the hot-rolled sheet is 6±0.3mm;
步骤3,将步骤2得到的热轧板在1000℃保温0.5h进行均匀化处理,然后进行冷轧、退火,得到高锰钢钢板,冷轧总压下率﹥80%,轧至1±0.1mm厚,退火的工艺为:在750℃保温15min;In step 3, the hot-rolled sheet obtained in step 2 is kept at 1000° C. for 0.5 h for homogenization treatment, and then cold-rolled and annealed to obtain a high-manganese steel sheet. mm thick, the annealing process is: heat preservation at 750°C for 15min;
步骤4,对退火后的高锰钢钢板进行2%的变形得到最终板材。In step 4, the annealed high manganese steel sheet is deformed by 2% to obtain a final sheet.
本发明得到的是形变热处理后的耐蚀性得到改善的高锰奥氏体钢钢板,本发明采用的轧制及形变热处理工艺的依据是:What the present invention obtains is the high manganese austenitic steel sheet with improved corrosion resistance after deformation heat treatment, and the basis of the rolling and deformation heat treatment process adopted in the present invention is:
热轧过程采用在高温再结晶区进行多道次大变形轧制,通过动态再结晶使奥氏体晶粒得到充分细化,由于高锰钢的特性,使得热轧后元素分布不均匀,热轧后,采取1100℃保温1h的固溶处理方案进行均匀化处理。The hot rolling process adopts multi-pass large deformation rolling in the high temperature recrystallization zone, and the austenite grains are fully refined through dynamic recrystallization. Due to the characteristics of high manganese steel, the distribution of elements after hot rolling is uneven, and the After rolling, a solution treatment scheme with a temperature of 1100 °C for 1 h was adopted for homogenization treatment.
冷轧后采取固溶处理,是为了使轧制变形后的钢板通过再结晶过程得到均匀细化的奥氏体晶粒,获得所需要的强度和韧性。The solution treatment after cold rolling is to obtain uniform and refined austenite grains through the recrystallization process of the steel plate after rolling deformation, so as to obtain the required strength and toughness.
从晶界工程入手改善低层错能面心立方结构合金的耐蚀性,主要是通过变形与热处理工艺来实现,通过控制变形量及退火工艺参数,不仅可获得高比例的CSL晶界,同时可提高再结晶三叉晶界的比例,对提高具有面心立方结构合金的耐蚀性具有显著作用。Starting from grain boundary engineering, improving the corrosion resistance of low stacking fault energy face-centered cubic structure alloys is mainly achieved through deformation and heat treatment. By controlling the deformation and annealing process parameters, not only a high proportion of CSL grain boundaries can be obtained, but also a high The proportion of recrystallized trigeminal grain boundaries plays a significant role in improving the corrosion resistance of alloys with a face-centered cubic structure.
采用本发明的方法能获得具有一定耐腐蚀性的高锰奥氏体钢钢板,极大地降低了不锈钢的成本。By adopting the method of the present invention, a high manganese austenitic steel plate with certain corrosion resistance can be obtained, which greatly reduces the cost of stainless steel.
本发明通过适当的形变热处理方法,满足力学性能要求,同时兼具一定的耐腐蚀性,这将有效地拓宽高锰奥氏体钢的应用范围。本发明提供的钢板,可以应用于耐蚀性要求不是特别高的场合,例如门窗把手、楼梯护栏、围栏,以及非沿海地区的建筑辅助材料、家具装饰等。The invention meets the requirements of mechanical properties through an appropriate deformation heat treatment method, and has certain corrosion resistance at the same time, which will effectively widen the application range of the high manganese austenitic steel. The steel plate provided by the present invention can be applied to occasions where the corrosion resistance requirement is not particularly high, such as door and window handles, stair guardrails, fences, as well as construction auxiliary materials and furniture decorations in non-coastal areas.
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011141438.3A CN112342352B (en) | 2020-10-22 | 2020-10-22 | A kind of corrosion-resistant high manganese austenitic steel plate and preparation method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011141438.3A CN112342352B (en) | 2020-10-22 | 2020-10-22 | A kind of corrosion-resistant high manganese austenitic steel plate and preparation method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112342352A CN112342352A (en) | 2021-02-09 |
| CN112342352B true CN112342352B (en) | 2022-07-01 |
Family
ID=74359819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011141438.3A Active CN112342352B (en) | 2020-10-22 | 2020-10-22 | A kind of corrosion-resistant high manganese austenitic steel plate and preparation method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112342352B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114717475B (en) * | 2022-03-09 | 2023-07-25 | 苏州匀晶金属科技有限公司 | Nb-containing high-strength plastic high manganese steel based on fault energy design and preparation method thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1079513A (en) * | 1991-12-30 | 1993-12-15 | 浦项综合制铁株式会社 | Hadfield Steel and manufacturing process thereof with superior formability, intensity and weldability |
| KR20090070502A (en) * | 2007-12-27 | 2009-07-01 | 주식회사 포스코 | Manufacturing method of high strength high manganese steel and high manganese plated steel sheet with excellent workability |
| CN106319355A (en) * | 2015-06-17 | 2017-01-11 | 宝山钢铁股份有限公司 | Rare earth-contained high-manganese cold-rolled steel plate and manufacturing method thereof |
| CN108118243A (en) * | 2017-12-11 | 2018-06-05 | 四川六合锻造股份有限公司 | A kind of high heat-resisting steel alloy material of manganese austenite type and preparation method thereof |
| CN110724874A (en) * | 2018-07-17 | 2020-01-24 | 宝钢特钢有限公司 | High-manganese austenitic steel with corrosion and wear resistance and preparation method of hot rolled plate |
| WO2020085864A1 (en) * | 2018-10-25 | 2020-04-30 | 주식회사 포스코 | Cryogenic austenitic high-manganese steel having excellent corrosion resistance, and manufacturing method therefor |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2878257B1 (en) * | 2004-11-24 | 2007-01-12 | Usinor Sa | PROCESS FOR MANUFACTURING AUSTENITIC STEEL SHEET, FER-CARBON-MANGANIZED WITH VERY HIGH RESISTANCE AND ELONGATION CHARACTERISTICS, AND EXCELLENT HOMOGENEITY |
| WO2016023383A1 (en) * | 2014-08-14 | 2016-02-18 | 燕山大学 | Low-temperature high-strength-and-ductility high manganese steel, and high manganese steel plate and high manganese steel tube manufacturing process |
-
2020
- 2020-10-22 CN CN202011141438.3A patent/CN112342352B/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1079513A (en) * | 1991-12-30 | 1993-12-15 | 浦项综合制铁株式会社 | Hadfield Steel and manufacturing process thereof with superior formability, intensity and weldability |
| KR20090070502A (en) * | 2007-12-27 | 2009-07-01 | 주식회사 포스코 | Manufacturing method of high strength high manganese steel and high manganese plated steel sheet with excellent workability |
| CN106319355A (en) * | 2015-06-17 | 2017-01-11 | 宝山钢铁股份有限公司 | Rare earth-contained high-manganese cold-rolled steel plate and manufacturing method thereof |
| CN108118243A (en) * | 2017-12-11 | 2018-06-05 | 四川六合锻造股份有限公司 | A kind of high heat-resisting steel alloy material of manganese austenite type and preparation method thereof |
| CN110724874A (en) * | 2018-07-17 | 2020-01-24 | 宝钢特钢有限公司 | High-manganese austenitic steel with corrosion and wear resistance and preparation method of hot rolled plate |
| WO2020085864A1 (en) * | 2018-10-25 | 2020-04-30 | 주식회사 포스코 | Cryogenic austenitic high-manganese steel having excellent corrosion resistance, and manufacturing method therefor |
Non-Patent Citations (1)
| Title |
|---|
| Fe-Mn-Al-C-Cr-N系高锰钢力学性能及耐蚀性研究;袁晓云;《中国优秀博硕士学位论文全文数据库(博士)工程科技Ⅰ辑》;20190615;第1、9-12、51-65页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112342352A (en) | 2021-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108546812B (en) | A kind of preparation method of high-strength medium manganese steel plate | |
| CN104928568B (en) | A kind of ferrite low-density high-strength steel and its manufacture method | |
| US20200071807A1 (en) | Light-weight, high-strength, and high-elasticity titanium alloy and implementation method thereof | |
| WO2020020034A1 (en) | High-strength and high-corrosion-resistance nickel-saving austenitic stainless steel and manufacturing method therefor | |
| CN110066964A (en) | A kind of superhigh intensity medium managese steel and its warm-rolling preparation method | |
| JP7274505B2 (en) | High-strength double-sided stainless steel clad plate and its manufacturing method | |
| CN112899579B (en) | Corrosion-resistant high-strength light steel and preparation method thereof | |
| CN108486492A (en) | 1200MPa grade high-strengths high-ductility low-density steel plate and its manufacturing method | |
| CN104846175B (en) | Low-temperature high-strength modeling product high manganese steel sheet and its processing technology | |
| CN107974542B (en) | A kind of fine-grained preparation method of nickel-saving duplex stainless steel | |
| CN107012392A (en) | A kind of 600MPa grade high-strengths low-alloy cold-strip steel and its production method | |
| CN108220812A (en) | A kind of super ferrite stainless steel of plasticity containing rare earth high-strength and preparation method thereof | |
| CN108998734A (en) | A kind of super high-strength plasticity cold rolling Mn-Al system TRIP steel plate and its short annealing preparation method | |
| CN104846176B (en) | A kind of eliminate the casting-rolling method of delta ferrite in martensite aged stainless steel strip | |
| CN106957996B (en) | A kind of preparation method of the cold-reduced sheet of super austenitic stainless steel containing Sn | |
| CN114318161A (en) | A kind of low temperature high strain rate superplastic medium manganese steel and preparation method thereof | |
| CN105917016A (en) | Ferritic stainless steel and method for producing same | |
| CN107747033A (en) | Baking hardening hot-dip galvanizing sheet steel of excellent shaping and preparation method thereof | |
| CN112342352B (en) | A kind of corrosion-resistant high manganese austenitic steel plate and preparation method thereof | |
| CN108624820B (en) | High-strength and toughness steel for automobiles with strength-plastic product greater than 45 GPa·% and preparation method thereof | |
| CN107419179A (en) | A kind of high tough microalloying contains manganese hot rolled steel plate and preparation method thereof in Al | |
| CN106319382B (en) | Chrome ferritic stainless steel and its manufacturing method in a kind of low-nickel type | |
| CN110592491A (en) | A high wear resistance martensite/austenite dual-phase wear-resistant steel plate and its manufacturing method | |
| CN109972058B (en) | Cold-rolled low-alloy high-strength air-cooled reinforced steel for automobile and preparation method thereof | |
| CN102643968A (en) | Method for improving toughness of middle chromium ferritic stainless steel medium plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |