CN111279003B - 低温超塑性变形的钛合金系片材材料 - Google Patents
低温超塑性变形的钛合金系片材材料 Download PDFInfo
- Publication number
- CN111279003B CN111279003B CN201780091937.6A CN201780091937A CN111279003B CN 111279003 B CN111279003 B CN 111279003B CN 201780091937 A CN201780091937 A CN 201780091937A CN 111279003 B CN111279003 B CN 111279003B
- Authority
- CN
- China
- Prior art keywords
- spf
- phase
- beta
- alpha
- equivalent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/38—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling sheets of limited length, e.g. folded sheets, superimposed sheets, pack rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Powder Metallurgy (AREA)
- Conductive Materials (AREA)
- Heat Treatment Of Steel (AREA)
- Forging (AREA)
Abstract
通过实施本发明实现的技术结果是由钛合金制备片材,其化学构成与具有低温超塑性变形特性的终产物的已知当前技术的制备能力最佳平衡。该结果通过低温超塑性变形片材材料实现,该片材材料基于包含下列(wt%)的钛合金:4.5‑5.5Al、4.5‑5.5V、0.1‑1.0Mo、0.8‑1.5Fe、0.1‑0.5Cr、0.1‑0.5Ni、0.16‑0.25O,其余为钛和杂质,其中钼结构当量值[Mo]当量高于5,并且铝结构当量值[Al]当量低于8;当量用下式确定:[Mo]当量=[Mo]+[V]/1.5+[Cr]×1.25+[Fe]×2.5+[Ni]/0.8;[Al]当量=[Al]+[O]×10+[Zr]/6。
Description
技术领域
本文公开了材料和产品,如片材材料和片材半成品,这种材料和产品包括钛合金,该材料适于通过包括在775℃的温度下低温超塑性成形(SPF)的方法进行的产品制备。该材料和产品可用作由Ti–6Al–4V合金制成的片材产品的成本有效选择。
背景技术
术语“超塑性成形”总体上适用于材料(合金)在超出塑性应变常规极限(超过500%)的情况下超塑性成形的过程。SPF可应用于在有限的温度和应变速率范围内呈现超塑性性质的某些材料。例如,钛合金片材通常能够在约900至1010℃的温度范围内在约3·10-4s-1的应变速率下进行超塑性成形(变形)。
从生产的角度看,由于在SPF时成形温度降低,可获得显著的优点。例如,SPF成形温度降低可导致模具成本降低,其寿命增加,并且可潜在地导致较便宜的钢染料引入。另外,可减轻富氧层(α层(αcase))和污垢(scale)的形成,从而改善产品产率和减少或消除化学蚀刻的需求。另外,在SPF操作完成后保留较细晶粒存在的优点可导致变形温度较低,这可致使限制晶粒长大。
目前,存在两种已知的方法改善钛合金片材材料的超塑性成形能力。第一种方法涉及开发专用热机械加工以生产大小刚好在2μm和1μm之间和更精细的精细晶粒,从而导致增强晶粒边界滑动。具体地,存在已知的制造在低于由Ti-6Al-4V材料形成的常规产品的温度下变形的片材的方法(专利RF号2243833,IPC B21B1/38,2005年1月10日公开)。
第二种方法涉及开发新型钛合金片材材料系统,该系统在较粗的材料粒度下呈现超塑性,因为:
—两相体积分数和形态增强,
—扩散过程较快,其因合金中含有例如Fe和Ni作为快速扩散剂而加速晶粒边界滑动。
—β转变温度(BTT)较低。
因此,在有效选择合金化学组成的情况下,可在不使用超细晶粒形成所需的专用加工技术的情况下,获得令人满意的低温超塑性成形(变形)性质。
根据合金元素添加水平,两相(α+β)-钛合金被分为钼结构当量——[Мо]当量——等于2.5上至10%的合金(Kolachev B.A.,Polkin I.S.,Talalayev V.D.Titaniumalloys of various countries:Reference book.Moscow.VILS.2000.316p.–p.13-16)。这种合金通常用铝和β-稳定剂合金化以保留β-相。在属于此类的退火合金中,β-相的量可在5%至50%之间变化。因此,机械性质在相对宽的范围内变化。由于成功添加合金元素,这些合金在俄罗斯和外国都具有广泛应用,特别是Ti-6A1-4V合金(Materials PropertiesHandbook:Titanium alloys.R.Boyer,G.Welsch,E.Collings.ASM International,1998.1048p.–p.486-488)。在这种合金中,铝倾向于增加强度和耐热性,而钒是不仅增加强度性质而且提高可塑性的少数元素之一。属于Ti-6A1-4V类的合金用于生产棒、管、部件(section)、开式和闭式染料锻件、板材、片材、条带和箔。其用于制备航空运载工具中的焊接和预制结构、多种航空和火箭结构构件、以及用于制备创伤学、矫形外科和牙科学中应用的医疗植入物。
存在已知的由VT5合金(其是Ti-6Al-4V合金的类似物)制造适于低温超塑性成形的钛合金片材半成品的方法(专利RF号2224047,IPC C22F1/18,B21B3/00,2004年2月20日公开)。该方法允许制造适于低温超塑性成形的具有均匀亚微晶结构(晶粒大小在1μm以下)的钛合金片材半成品。该方法可能是成本昂贵、低效的,并且需要专用设备的可用性。
已知Ti-6A1-4V合金具有亚微晶结构,该亚微晶结构通过使用全面锻造技术由剧烈塑性变形(SPD)而产生并呈现超塑性性质。合金微结构由下列限定:平均大小为0.4μm的α-相和β-相晶粒和亚晶粒、高水平的晶格内部应力和弹性扭曲(由不均匀衍射对比度证明)、以及通过电子显微术获得的结构图像上的高密度位错(S.Zherebtsov,G.Salishchev,R.Galeyev,К.Maekawa,Mechanical properties of Ti-6Al-4V titanium alloy withsubmicrocrystalline structure produced by severe plastic deformation.//Materials Transactions.2005;V.46(9):2020-2025)。为由这种合金制造片材半成品,需要使用全面锻造技术进行非密集型和低成本SPD操作,这显著增加成品价。
存在已知的由两相钛合金制造薄片材和由所述片材制造产品的方法。该方法涉及由具有下列%wt.元素含量的合金制备片材半成品:3.5-6.5Al、4.0-5,5V、0.05-1.0Mo、0.5-1.5Fe、0.10-0.2O、0.01-0.03C、0.005-0.07Cr、0.01-0.5Zr、0.001-0.02N,其余为钛;而且该化学组成用下列数值调整:铝 和钼
和钼 强度当量(专利RF号2555267,IPC C22F1/18B21B3/00,2015年7月10日公开)——原型。
强度当量(专利RF号2555267,IPC C22F1/18B21B3/00,2015年7月10日公开)——原型。
该专利中制造的厚度小于3mm的片材半成品可能由于SPF所需性质的稳定性低而不适于工业生产。原因是使用强度当量作为合金化学组成的调整因子不允许实现所需的调整和合金中合金元素之间的适当关系以及片材半成品的SPF操作性能所需的合金结构性质。除此之外,合金中Si和Zr的存在可在晶粒表面上形成硅化物,从而阻碍晶粒间滑动和导致加工不稳定。
发明内容
本文公开了晶粒大小超过2μm的具有低温超塑性成形能力的(α+β)-钛合金片材材料的制造。该片材材料呈现稳定的性质,并且在实例中是晶粒较细的由Ti-6Al-4V合金制成的片材半成品的成本有效选择。
本文公开了基于呈现低温超塑性成形性质的成品的已知常规制造技术,由化学组成与制造性有效平衡的钛合金制造片材。
附图说明
图1和2显示了初始条件下的合金结构。
图3、4和5是SPF期间获得的负载曲线。
图6是显示根据[Mo]当量在0.2和1.1(纵向)的应变度下的真实应力vs.应变曲线的图。
具体实施方式
低温超塑性成形片材材料的实例可由具有下列%wt.元素含量的钛合金制成:4.5-5.5Al、4.5-5.5V、0.1-1.0Mo、0.8-1.5Fe、0.1-0.5Cr、0.1-0.5Ni、0.16-0.25O,其余为钛和剩余元素,并且其中钼结构当量[Mo]当量>5,并且铝结构当量[Al]当量<8;当量值根据下列表达式计算:
[Mo]当量=[Mo]+[V]/1.5+[Cr]×1.25+[Fe]×2.5+[Ni]/0.8
[Al]当量=[Al]+[O]×10+[Zr]/6。
低温超塑性成形片材材料具有由大小在8μm以下的晶粒组成的结构。
低温超塑性成形片材材料可在775±10℃的温度下呈现超塑性性质。
在775±10℃的温度下的低温超塑性成形片材材料呈现0.9至1.1的α/β相比。
低温超塑性成形片材材料,其中在SPF过程中在α–相和β–相之间可扩散的合金元素的量等于至少0.5%,并且其由下列关系式确定:

其中:
Q–SPF期间材料中可扩散合金元素的量,%wt。
n–材料中合金元素的量,
|Δm|–SPF过程中β-相和α-相的合金元素含量的绝对变化值,%wt.。
|Δm|–由下式计算:
|Δm|=(mβ1-mα1)-(mβ2-mα2),%wt.
其中:
mβ1–SPF前β-相的合金元素的含量,%wt.,
mβ2–SPF后β-相的合金元素的含量,%wt.,
mα1–SPF前α-相的合金元素的含量,%wt.,
mα2–SPF后α-相的合金元素的含量,%wt.。
在本文实例中,所提供的片材材料呈现一组高加工和结构性质。这通过有效选择合金元素及其在材料合金中的比例来实现。
α组–稳定剂。
铝——用于基本上所有商品合金——是最有效的增强剂,并且提高钛的强度和耐热性。氧提高钛同素异形转变温度。0.16%至0.25%范围内的氧的存在增加合金的强度,并且对可塑性不具有显著的负面影响。
β组–稳定剂(V、Mo、Cr、Fe、Ni)被广泛用于商品合金中。
数量为4.5%至5.5%的钒、数量为0.8%至1.5%的铁和数量为0.1%至0.5%的铬增加合金强度,并且对可塑性具有相对极小负面影响或无负面影响。
0.1%至1.0%范围内的钼的引入确保其几乎完全至完全溶解于α-相中,因此在实例中可实现所需的强度性质,并且对可塑性具有极小至零的负面影响。
提供的合金含有数量为0.8%至1.5或1.0%至1.5%的铁和数量为0.1%至0.5%的镍。这些元素是扩散性最大的β-稳定剂,其对SPF时的晶粒间滑动具有正面影响。
在对SPF效率具有影响的结构因子中,第一个要辨别的因子是所提供材料的晶粒大小不超过8μm(实验数据)。
已知由于两相钛合金中的相变而可发生材料的超塑性流动——假如SPF温度下α/β相比接近1(Kaibyshev O.Superplastic properties of commercial alloys.Moscow.Metallurgy.1984.p.179-218.)。这促进等轴结构的形成,其有助于晶粒间滑动。结构球化(structural spheroidizing)的驱动力是表面能下降的趋势。β-相增加所引起的晶粒间边界生长导致晶粒间边界处的表面能级变化,这进而导致球化的激活。为在SPF过程中在α/β比接近1时具有所需量的β-相,钼结构当量[Mo]当量值应大于5,并且铝结构当量[Al]当量值应不超过8。此外,超过上述值的铝当量值导致BTT增加和因此SPF温度升高。
产生所提供材料的超塑性性质的最佳温度等于775±10℃。
在α–和β–相之间可扩散的合金元素的量应不少于0.5%。这是因为以下事实:晶粒边界扩散的激活能小于体积扩散的激活能,并且原子的扩散运输在晶粒边界处进行。晶粒边界那些区域受法向拉应力影响并呈现空位浓度增加。受压应力影响的那些区域呈现较小空位浓度:导致浓度差异,引起空位直接扩散。由于空位迁移涉及与原子交换,后者将沿反方向移动,从而引起晶粒间滑动加剧。
实施例
为研究目的,使用厚度为2mm的片材半成品。为制造片材材料,熔化表1示出的各种化学组成的六种实验合金。
根据旨在超塑性成形的已知制造方法制造2mm厚的片材材料。在测试超塑性性质前,将材料在720℃的温度下经历退火30分钟,然后进行随后的空气冷却。完成加工步骤后,在纵向和横向上从片材上采集样品,用于在室温和升高温度下的拉伸强度测试,然后使样品进行室温下的一般测试,以确定强度、弹性和可塑性性质。

初始条件下的材料结构评价(图1和图2)表明该结构类似于等轴结构,并且主要由看起来是较暗(α)或较亮(β)的元素的α-相和β–相交替晶粒组成。应注意,随着合金中[Mo]当量增加,β-相晶粒的体积分数倾向于从合金2中2/1的估测α/β比增加至合金3和合金4中接近1/1的值。通过截距法在显微结构照片上测量的相粒的平均大小倾向于随[Mo]当量增加而有所增加,并且在2.8至3.8μm的范围内(确定合金2的晶粒大小最小)。应注意,与其它实验合金相比,初始条件下材料1的晶粒结构较不均匀。除等轴晶粒外,材料1还显示由足够大的细长晶粒组成的区域。还可注意,合金与合金之间β-相的形态以一定方式变化。合金2具有最少量的合金元素,并且β-相主要作为个体团位于α-相颗粒之间;但从合金5开始β-相具有明确的连合性,并且除晶粒纹理外,其还塑形为α-相晶粒之间的相对薄层。随[Mo]当量增加,这些层倾向于增厚。
比较实施例
在SPF(775℃的温度,和3×10-4s-1的应变速率,片材纵向)后锻造(wrought)状态(缩小部分)和非锻造状态(头部区域)的材料结构的比较分析显示,缩小部分的变形引起一定晶粒生长——与几乎非锻造的头部相比,以及由更多复杂形状的α-和β-相晶粒而来的组成物演化。
晶粒大小的评价显示,在β-稳定剂添加最多的合金中,合金元素的添加不显著影响相粒(phase grains)的大小,并且其范围在3.5±0.5μm(未锻造部分)和4±0.5μm(锻造部分)之间。同时,在合金元素含量最小的合金2的情况下,缩小部分中的晶粒大小与初始条件相比几乎两倍增加,上至5μm和更大。
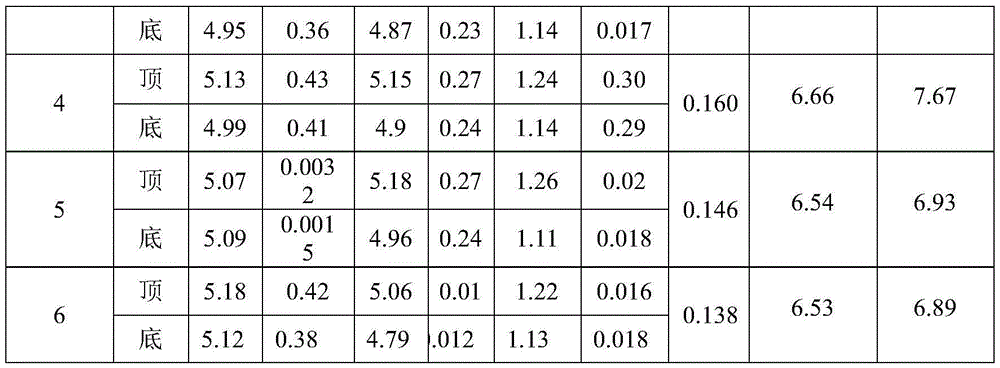
通过电子微探针分析(EMPA)方法,在初始条件和超塑性性质测试后的考察下检查材料中α-相和β-相之间合金元素的分布;检查对纵向样本的锻造缩小部分和头部进行,结果示于表2、3和4中。




SPF期间材料中的可扩散合金元素的量由下式确定:

其中:
Q–SPF期间材料中可扩散合金元素的量,%wt.
n–材料中合金元素的量,
|Δm|–SPF过程中α-相和β-相的合金元素含量的绝对变化值,%wt.。
|Δm|–由下式计算:
|Δm|=(mβ1-mα1)-(mβ2-mα2),%wt.
其中:
mβ1–SPF前β-相的合金元素的含量,%wt.,
mβ2–SPF后β-相的合金元素的含量,%wt.,
mα1–SPF前α-相的合金元素的含量,%wt.,
mα2–SPF后α-相的合金元素的含量,%wt.。
表4包括与SPF过程中可扩散的合金元素的量相关的计算数据。
对考察的锻造片材材料中α-相和β-相的变化的分析证明,与未进行塑性变形的样本头部相比,样本的缩小部分中α-和β-相之间的合金元素含量差异较大(表2、3和4)。
所得的EMPA结果还用于评估在775℃超塑性性质测试温度下材料中的相体积分数,并示于表5中。


测试期间获得的负载曲线显示于图3、4和5中。
超塑性测试下的合金性质示于表6中。
在应变速率0.2和1.1(纵向)下取决于[Mo]当量的真实应力vs.应变曲线显示于图6中。

合金元素含量最小的材料1(图3)在775℃的温度下具有最不稳定的SPF过程,其通过漂浮颈(floating neck)形成引起的应力-应变曲线的一般波度来描述。SPF时的这种材料表现归因于相对大的初始晶粒(超过2.5μm),其在SPF时具有高生长速率(上至5μm),α/β相比(2/1)不是有效的,并导致晶粒内滑动的激活,这较不优选用于SPF——代替有效的晶粒间滑动。
材料2(图3)具有更多β-稳定剂添加,因此应力-应变曲线波度形式的SPF过程的不稳定性由于结构中β-相体积分数增加而与合金1相比降低。而且,由于在不完全加工结构的区域(存在细长晶粒)内动态重结晶的演化,在应变度在0.6至0.8范围内的情况下,未观察到显著硬化,并且这对于经历研究的所有其它合金不是一般性的。
除钼(合金5)、铬(合金6)外,β-稳定剂含量最多的材料3、5和6(图4、5),由于合金结构中β-相增加,具有提高的连合性和较容易的晶粒间滑动,其被描述为应力-应变曲线的波度与材料1和2相比较小;而且硬化也随真实应变度的增加而更明显(表3、图6)。该波度保持在上至0.6的应变度下,特别是在横向测试中,这可归因于片材初始纹理以及不具有足够有效的α/β相比(3接近3至2)。与材料3相比,材料6中铬的缺乏对应力-应变曲线具有影响,其程度小于材料5中钼的缺乏的影响。原因之一可能是因为钼添加与铬添加(其为2至2.5倍或更少)相比,对SPF过程稳定性的影响更强。
材料4含有最大量的β-稳定剂,并另外与0.3%的镍一起合金化;其呈现在775℃的温度下在横向和纵向上均更稳定的超塑性表现、流动开始时的应力最小、不存在明显曲线波度和随着应变度增加的单调硬化。这归因于,与考察的所有合金相比,在变形温度下几乎有效的α/β相比(1/1)以及可扩散β-稳定剂(镍、铁)的最大含量,从而促进晶粒间滑动时的质量输送过程(SPF过程中α–相和β–相之间合金元素含量变化总差异超过1.9%wt.)。
在考察的合金中,材料4显示完全符合材料要求的最佳结果(表7)。恒定应变速率和(775±7)℃测试温度(应变为3×10-4英寸/英寸/s)下的拉伸测试显示于下表7中。

退火片材机械性质的比较示于表8中。

表7和8中示出的数据显示,作为示例性实施方式的结果,基于晶粒大小超过2μm并符合适于航空航天材料要求的半成品的已知常规制造技术,由钛合金制造了化学组成与可制造性有效平衡的片材材料。
应注意,根据本文制造的产品可具有各种设计。说明书中提供的设计应被认为是示例性而非限制性的,并且本发明的限制由所提供的权利要求确定。
Claims (4)
1.由钛合金制成的低温超塑性成形片材材料,所述钛合金具有下列% wt.元素含量:4.5-5.5 Al、4.5-5.5 V、0.1-1.0 Mo、0.8-1.5 Fe、0.1-0.5 Cr、0.1-0.5 Ni、0.16-0.25 O,其余为钛和剩余元素,钼结构当量[Mo]结构当量 > 5,并且铝结构当量[Al]结构当量< 8;当量值由下列表达式计算:
[Mo]结构当量 =[Mo]+[V]/1.5+[Cr]×1.25+[Fe]×2.5+[Ni]/0.8
[Al]结构当量 =[Al]+[O]×10+ [Zr]/6,
其中所述低温超塑性成形片材材料具有由大小在8 μm以下的晶粒组成的结构。
2.权利要求1所述的低温超塑性成形片材材料,其在775±10℃的温度下呈现超塑性性质。
3.权利要求1所述的低温超塑性成形片材材料,其在775±10℃的温度下呈现0.9至1.1的α/β相比。
4.权利要求1-3中任一项所述的低温超塑性成形片材材料,其中在SPF过程中α相和β相之间可扩散的合金元素的量等于至少0.5%,并且其由下列关系式确定:

其中:
Q –SPF期间材料中可扩散合金元素的量,% wt.
n –材料中合金元素的量,
|∆m| –SPF过程中β相和α相的合金元素含量的绝对变化值,% wt.,
|∆m| –由下式计算:
|∆m|= (mβ1-mα1)-(mβ2-mα2),% wt.
其中:
mβ1 –SPF前β-相的合金元素的含量,% wt.,
mβ2 –SPF后β-相的合金元素的含量,% wt.,
mα1 –SPF前α-相的合金元素的含量,% wt.,
mα2 –SPF后α-相的合金元素的含量,% wt.。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/RU2017/000266 WO2018199791A1 (ru) | 2017-04-25 | 2017-04-25 | Листовой материал на основе титанового сплава для низкотемпературной сверхпластической деформации |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111279003A CN111279003A (zh) | 2020-06-12 |
| CN111279003B true CN111279003B (zh) | 2022-01-28 |
Family
ID=63918626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780091937.6A Active CN111279003B (zh) | 2017-04-25 | 2017-04-25 | 低温超塑性变形的钛合金系片材材料 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20200149133A1 (zh) |
| EP (1) | EP3617335B1 (zh) |
| JP (1) | JP7028893B2 (zh) |
| CN (1) | CN111279003B (zh) |
| BR (1) | BR112019022330B1 (zh) |
| CA (1) | CA3062762A1 (zh) |
| RU (1) | RU2691434C2 (zh) |
| WO (1) | WO2018199791A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112680630B (zh) * | 2020-12-04 | 2021-12-24 | 中国航发北京航空材料研究院 | 一种超高韧中强高塑tc32钛合金零件的真空热处理方法 |
| CN115652142A (zh) * | 2022-12-02 | 2023-01-31 | 昆明理工大学 | 一种新型钛合金及其制备方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4299626A (en) * | 1980-09-08 | 1981-11-10 | Rockwell International Corporation | Titanium base alloy for superplastic forming |
| JPH0823053B2 (ja) * | 1989-07-10 | 1996-03-06 | 日本鋼管株式会社 | 加工性に優れた高強度チタン合金およびその合金材の製造方法ならびにその超塑性加工法 |
| US5256369A (en) * | 1989-07-10 | 1993-10-26 | Nkk Corporation | Titanium base alloy for excellent formability and method of making thereof and method of superplastic forming thereof |
| EP0408313B1 (en) * | 1989-07-10 | 1995-12-27 | Nkk Corporation | Titanium base alloy and method of superplastic forming thereof |
| JPH0819502B2 (ja) * | 1990-02-20 | 1996-02-28 | 日本鋼管株式会社 | 超塑性加工性に優れたチタン合金及びその製造方法,並びにチタン合金の超塑性加工方法 |
| JP3395443B2 (ja) * | 1994-08-22 | 2003-04-14 | 住友金属工業株式会社 | 高クリープ強度チタン合金とその製造方法 |
| RU2224047C1 (ru) | 2002-06-05 | 2004-02-20 | Институт проблем сверхпластичности металлов РАН | Способ изготовления листовых полуфабрикатов из титановых сплавов |
| RU2250806C1 (ru) * | 2003-08-25 | 2005-04-27 | ОАО Верхнесалдинское металлургическое производственное объединение (ВСМПО) | Способ изготовления тонких листов из высокопрочных титановых сплавов |
| DE602004011531T2 (de) * | 2003-08-25 | 2009-01-29 | The Boeing Co., Seattle | Verfahren zur herstellung von dünnen blechen aus hochfesten titanlegierungen |
| RU2243833C1 (ru) | 2003-08-25 | 2005-01-10 | ОАО Верхнесалдинское металлургическое производственное объединение (ВСМПО) | Способ изготовления тонких листов из высокопрочных титановых сплавов |
| GB2470613B (en) * | 2009-05-29 | 2011-05-25 | Titanium Metals Corp | Alloy |
| RU2425164C1 (ru) * | 2010-01-20 | 2011-07-27 | Открытое Акционерное Общество "Корпорация Всмпо-Ависма" | Вторичный титановый сплав и способ его изготовления |
| RU2573158C2 (ru) * | 2011-06-17 | 2016-01-20 | Титаниум Металс Корпорейшн | СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ СПЛАВОВ АЛЬФА-БЕТА-Ti-Al-V-Mo-Fe |
| RU2555267C2 (ru) * | 2013-06-25 | 2015-07-10 | Открытое Акционерное Общество "Корпорация Всмпо-Ависма" | Способ изготовления тонких листов из двухфазного титанового сплава и изделие из этих листов |
| RU2549804C1 (ru) * | 2013-09-26 | 2015-04-27 | Открытое Акционерное Общество "Корпорация Всмпо-Ависма" | Способ изготовления броневых листов из (альфа+бета)-титанового сплава и изделия из него |
| US10000826B2 (en) * | 2016-03-10 | 2018-06-19 | Titanium Metals Corporation | Alpha-beta titanium alloy having improved elevated temperature properties and superplasticity |
| CN107858558B (zh) * | 2017-11-23 | 2019-09-03 | 北京有色金属研究总院 | 一种超塑性钛合金板材及其制备方法 |
-
2017
- 2017-04-25 US US16/607,592 patent/US20200149133A1/en not_active Abandoned
- 2017-04-25 CA CA3062762A patent/CA3062762A1/en active Pending
- 2017-04-25 RU RU2017139320A patent/RU2691434C2/ru active
- 2017-04-25 BR BR112019022330-4A patent/BR112019022330B1/pt active IP Right Grant
- 2017-04-25 EP EP17907725.0A patent/EP3617335B1/en active Active
- 2017-04-25 CN CN201780091937.6A patent/CN111279003B/zh active Active
- 2017-04-25 JP JP2019558569A patent/JP7028893B2/ja active Active
- 2017-04-25 WO PCT/RU2017/000266 patent/WO2018199791A1/ru active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP3617335A1 (en) | 2020-03-04 |
| WO2018199791A1 (ru) | 2018-11-01 |
| RU2017139320A3 (zh) | 2019-05-13 |
| JP7028893B2 (ja) | 2022-03-02 |
| EP3617335B1 (en) | 2021-11-17 |
| US20200149133A1 (en) | 2020-05-14 |
| BR112019022330A2 (pt) | 2020-05-26 |
| BR112019022330B1 (pt) | 2022-11-29 |
| CA3062762A1 (en) | 2019-11-28 |
| RU2691434C2 (ru) | 2019-06-13 |
| CN111279003A (zh) | 2020-06-12 |
| JP2020517834A (ja) | 2020-06-18 |
| RU2017139320A (ru) | 2019-05-13 |
| EP3617335A4 (en) | 2020-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108291277B (zh) | α-β钛合金的加工 | |
| JP4287991B2 (ja) | TiAl基合金及びその製造方法並びにそれを用いた動翼 | |
| EP3441489A1 (en) | Method for manufacturing ni-based alloy member | |
| EP3336209B1 (en) | Heat-resistant ti alloy and process for producing the same | |
| CN111868287A (zh) | Ni基超耐热合金的制造方法以及Ni基超耐热合金 | |
| RU2712323C1 (ru) | Заготовка из ковочного сплава на основе ni и высокотемпературный элемент конструкции турбины с использованием этой заготовки | |
| JP4209092B2 (ja) | TiAl基合金及びその製造方法並びにそれを用いた動翼 | |
| EP0683242B1 (en) | Method for making titanium alloy products | |
| KR20160033096A (ko) | 티타늄-알루미늄 합금 부품 제조 방법 | |
| CN110983104A (zh) | 一种高强度高塑性热强钛合金丝材及其加工制造方法和应用 | |
| CN103572094A (zh) | 在高温下具有良好抗氧化性和高强度的钛合金 | |
| JP2013539822A (ja) | 高強度および延性アルファ/ベータチタン合金 | |
| EP1466028A1 (en) | Method for processing beta titanium alloys | |
| RU2555267C2 (ru) | Способ изготовления тонких листов из двухфазного титанового сплава и изделие из этих листов | |
| JP6696202B2 (ja) | α+β型チタン合金部材およびその製造方法 | |
| JP2023153795A (ja) | 耐クリープ性チタン合金 | |
| CN111279003B (zh) | 低温超塑性变形的钛合金系片材材料 | |
| JP2019183263A (ja) | 冷間加工用Ni基超耐熱合金素材 | |
| RU2490356C1 (ru) | Ультрамелкозернистый двухфазный альфа-бета титановый сплав с повышенным уровнем механических свойств и способ его получения | |
| JP6673121B2 (ja) | α+β型チタン合金棒およびその製造方法 | |
| JP2023092454A (ja) | チタン合金、チタン合金棒、チタン合金板及びエンジンバルブ | |
| CN112063892A (zh) | 一种高热稳定性等轴纳米晶Ti-Zr-Mn合金及其制备方法 | |
| CN118726798B (zh) | 一种高强韧高抗疲劳性能铸造铝合金及其制备方法 | |
| JP3841290B2 (ja) | β型チタン合金の製造方法およびその製造方法により製造したβ型チタン合金 | |
| CN112342435B (zh) | 一种高热稳定性等轴纳米晶Ti-Zr-Ni合金及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |