CN110976613A - 一种垫片加工装置 - Google Patents
一种垫片加工装置 Download PDFInfo
- Publication number
- CN110976613A CN110976613A CN201911381761.5A CN201911381761A CN110976613A CN 110976613 A CN110976613 A CN 110976613A CN 201911381761 A CN201911381761 A CN 201911381761A CN 110976613 A CN110976613 A CN 110976613A
- Authority
- CN
- China
- Prior art keywords
- plate
- die
- rear end
- seat
- supporting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/04—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area from a small area, e.g. a tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/14—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
Abstract
一种垫片加工装置,涉及汽车钢板零部件领域,包括上模部和下模部,所述下模部包括底模板、下模座、挡块部、下刀、托板和用于放置加工物料的后端定位部,所述上模部包括模柄、上模板、上模座、冲头和上刀,所述下模座和所述挡块部通过螺钉间隔安装于所述底模板上,所述下刀安装于所述下模座的刀槽中,所述托板通过螺钉连接于所述底模板靠近所述下模座一侧的表面,所述后端定位部安装于所述托板的外端,所述上模板与所述模柄连接,所述上模座安装于所述上模板的下表面,所述冲头和所述上刀分别安装于所述上模座的下表面,可以同时完成垫片物料的打孔和裁剪工作,提高生产效率。
Description
技术领域
本发明涉及汽车钢板零部件领域,具体涉及一种垫片加工装置。
背景技术
在汽车零部件生产领域中,经常会用到垫片,而垫片的生产经常需要打孔和裁剪,现有技术对此类垫片的生产加工往往会将裁剪和打孔分开进行,即先将物料进行批量裁剪,然后对裁剪完成后的单位垫片进行重合堆叠,再由冲头打孔,以批量完成垫片的生产,然而,由于冲床和冲头在刚度和长度等方面的限制,也无法完成可观的批量生产,即生产效率依然不高,急于找寻具备更高生产效率的方法。
发明内容
本发明提供一种垫片加工装置,可以同时完成垫片物料的打孔和裁剪工作,提高生产效率。
本发明的上述技术目的是通过以下技术方案得以实现的:一种垫片加工装置,其中,包括上模部和下模部,所述下模部包括底模板、下模座、挡块部、下刀、托板和用于放置加工物料的后端定位部,所述上模部包括模柄、上模板、上模座、冲头和上刀,所述下模座和所述挡块部通过螺钉间隔安装于所述底模板上,所述下刀安装于所述下模座的刀槽中,所述托板通过螺钉连接于所述底模板靠近所述下模座一侧的表面,所述后端定位部安装于所述托板的外端,所述上模板与所述模柄连接,所述上模座安装于所述上模板的下表面,所述冲头和所述上刀分别安装于所述上模座的下表面,还有用于排出废料的排料孔,所述排料孔为贯穿所述上刀、所述下模座和所述底模板的通孔,所述冲头与所述排料孔具有同一轴心线。
作为优选,所述后端定位部包括距离调整槽、后端定位座和后端定位板,所述距离调整槽为竖直贯穿所述托板的直条穿槽,所述后端定位座为通过螺钉连接于所述距离调整槽上方的方块,所述后端定位板为固定于所述后端定位座远离所述底模板一侧的竖直面上的竖直板,所述后端定位板的上端高于所述后端定位座的上表面。
作为优选,在所述托板上还有用于支撑加工物料的支撑部。
作为优选,所述支撑部包括支撑座、侧盖板和支撑滚轴,所述支撑座为固定安装于所述托板中部的直条板,所述侧盖板为自所述支撑座的两侧壁面竖直向上延展的竖直平板,所述支撑滚轴为连接两侧的所述侧盖板的水平圆柱轴。
作为优选,还包括卸料板,所述卸料板连接于所述下模座的上表面两侧。
作为优选,所述卸料板上有引导加工物料的向下引导面,所述向下引导面为自所述卸料板的侧壁面向下表面弯曲延展的弧形面。
作为优选,所述挡块部包括挡块座和挡块,所述挡块包括上抵料板、下存料板和弧形拓宽面,所述上抵料板的厚度大于所述下存料板,所述弧形拓宽面为自所述上抵料板的表面下边缘处向所述下存料板的表面上边缘处弯曲延展的弧面。
作为优选,所述排料孔的直径自上而下逐渐变大。
综上所述,本发明具有如下有益效果:可以同时完成垫片物料的打孔和裁剪工作,并将废料隔离排出,提高生产效率。
附图说明
图1为垫片加工装置整体结构示意图。
图2为下模部俯视图。
图3为上模部结构剖视示意图。
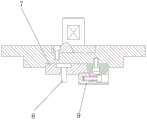
图4为底模板处结构放大示意图。
图5为后端定位部处放大示意图。
图6为挡块部处反打示意图。
图中:1、底模板,2、下模座,3、挡块部,4、下刀,5、托板,6、后端定位部,7、上模座,8、冲头,9、上刀,10、距离调整槽,11、支撑部,12、卸料板,13、弧形拓宽面,14、排料孔。
具体实施方式
以下结合附图对本发明作进一步详细说明。
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
实施例1,如图1至图4所示,一种垫片加工装置,其中,包括上模部和下模部,下模部包括底模板1、下模座2、挡块部3、下刀4、托板5和用于放置加工物料的后端定位部6,上模部包括模柄、上模板、上模座7、冲头8和上刀9,下模座2和挡块部3通过螺钉间隔安装于底模板1上,下刀4安装于下模座2的刀槽中,托板5通过螺钉连接于底模板1靠近下模座2一侧的表面,后端定位部6安装于托板5的外端,上模板与模柄连接,上模座7安装于上模板的下表面,冲头8和上刀9分别安装于上模座7的下表面,还有用于排出废料的排料孔14,排料孔14为贯穿上刀9、下模座2和底模板1的通孔,冲头8与排料孔14具有同一轴心线。使用本装置加工垫片时,需要将加工物料的一端放置于后端定位部6上,另一端放置于上模座7上,而上模部通过模柄安装于车床上,这时,将加工物料向前推送,即将加工物料从下模座2往挡块部3方向推送,由于下模座2和挡块部3之间的距离是设定好的,故当加工物料的前端抵触在挡块部3上不再能够推动时,车床工作下移,使得上模部下压,安装于上模座7上的冲头8首先压穿加工物料,随着下移的进行,上刀9与安装于下模座2上的下刀4剪切使得加工物料被裁剪,恰好掉落至下模座2和挡块部3之间,与此同时,由冲头8冲压而得的废料从排料孔14掉落,同时完成对加工物料的打孔和剪切工作,提高垫片加工的效率。
如图2、图5所示,后端定位部6包括距离调整槽10、后端定位座和后端定位板,距离调整槽10为竖直贯穿托板5的直条穿槽,距离调整槽10的延伸方向与托板5的延伸方向一致,后端定位座为通过螺钉连接于距离调整槽10上方的方块,后端定位板为固定于后端定位座远离底模板1一侧的竖直面上的竖直板,后端定位板的上端高于后端定位座的上表面。后端定位座可以根据实际生产需求选择在距离调整槽10中固定的位置,其中,后端定位座的宽度大于距离调整槽10的宽度,通过螺钉穿过距离调整槽10嵌入后端定位座下表面的螺孔中完成定位,后端定位板同样通过螺钉连接于后端定位座的侧面,使得加工物料的一端可以抵触在后端定位板上,完成物料的对准。
如图1、图2所示,在托板5上还有用于支撑加工物料的支撑部11。由于在实际生产和加工过程中,为了提升效率,加工物料一般较长,故而容易因放置在后端定位座和下模座2上而中部向下弯曲,所以设置支撑部11来对加工物料的中部进行支撑,也更有利于向前推进送料。支撑部11包括支撑座、侧盖板和支撑滚轴,支撑座为固定安装于托板5中部的直条板,侧盖板为自支撑座的两侧壁面竖直向上延展的竖直平板,支撑滚轴为连接两侧的侧盖板的水平圆柱轴。支撑滚轴可以通过滚轴端部凸起嵌入侧盖板表面的滚动槽内实现转动,方便加工物料的向前推送。
如图4所示,还包括卸料板12,卸料板12连接于下模座2的上表面两侧。卸料板12与下模座2的上表面之间有间隙,方便加工物料的推动。卸料板12上有引导加工物料的向下引导面,向下引导面为自卸料板12的侧壁面向下表面弯曲延展的弧形面。
如图6所示,挡块部3包括挡块座和挡块,挡块包括上抵料板、下存料板和弧形拓宽面13,上抵料板的厚度大于下存料板,弧形拓宽面13为自上抵料板的表面下边缘处向下存料板的表面上边缘处弯曲延展的弧面。其中,弧形拓宽面13所在高度与下模座2的上表面齐平,并且能够在上刀9下压剪断物料的同时防止物料卡在下模座2和挡块座的间隙中,使得剪断物料更容易下落。
如图4所示,排料孔14的直径自上而下逐渐变大。可以更好得方便废料的掉落。
Claims (8)
1.一种垫片加工装置,其特征在于,包括上模部和下模部,所述下模部包括底模板(1)、下模座(2)、挡块部(3)、下刀(4)、托板(5)和用于放置加工物料的后端定位部(6),所述上模部包括模柄、上模板、上模座(7)、冲头(8)和上刀(9),所述下模座(2)和所述挡块部(3)通过螺钉间隔安装于所述底模板(1)上,所述下刀(4)安装于所述下模座(2)的刀槽中,所述托板(5)通过螺钉连接于所述底模板(1)靠近所述下模座(2)一侧的表面,所述后端定位部(6)安装于所述托板(5)的外端,所述上模板与所述模柄连接,所述上模座(7)安装于所述上模板的下表面,所述冲头(8)和所述上刀(9)分别安装于所述上模座(7)的下表面,还有用于排出废料的排料孔(14),所述排料孔(14)为贯穿所述上刀(9)、所述下模座(2)和所述底模板(1)的通孔,所述冲头(8)与所述排料孔(14)具有同一轴心线。
2.根据权利要求1所述的一种垫片加工装置,其特征在于,所述后端定位部(6)包括距离调整槽(10)、后端定位座和后端定位板,所述距离调整槽(10)为竖直贯穿所述托板(5)的直条穿槽,所述后端定位座为通过螺钉连接于所述距离调整槽(10)上方的方块,所述后端定位板为固定于所述后端定位座远离所述底模板(1)一侧的竖直面上的竖直板,所述后端定位板的上端高于所述后端定位座的上表面。
3.根据权利要求2所述的一种垫片加工装置,其特征在于,在所述托板(5)上还有用于支撑加工物料的支撑部(11)。
4.根据权利要求3所述的一种垫片加工装置,其特征在于,所述支撑部(11)包括支撑座、侧盖板和支撑滚轴,所述支撑座为固定安装于所述托板(5)中部的直条板,所述侧盖板为自所述支撑座的两侧壁面竖直向上延展的竖直平板,所述支撑滚轴为连接两侧的所述侧盖板的水平圆柱轴。
5.根据权利要求1或2所述的一种垫片加工装置,其特征在于,还包括卸料板(12),所述卸料板(12)连接于所述下模座(2)的上表面两侧。
6.根据权利要求5所述的一种垫片加工装置,其特征在于,所述卸料板(12)上有引导加工物料的向下引导面,所述向下引导面为自所述卸料板(12)的侧壁面向下表面弯曲延展的弧形面。
7.根据权利要求6所述的一种垫片加工装置,其特征在于,所述挡块部(3)包括挡块座和挡块,所述挡块包括上抵料板、下存料板和弧形拓宽面(13),所述上抵料板的厚度大于所述下存料板,所述弧形拓宽面(13)为自所述上抵料板的表面下边缘处向所述下存料板的表面上边缘处弯曲延展的弧面。
8.根据权利要求1所述的一种垫片加工装置,其特征在于,所述排料孔(14)的直径自上而下逐渐变大。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2019113375978 | 2019-12-23 | ||
| CN201911337597 | 2019-12-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110976613A true CN110976613A (zh) | 2020-04-10 |
Family
ID=70078413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911381761.5A Pending CN110976613A (zh) | 2019-12-23 | 2019-12-27 | 一种垫片加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110976613A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113351729A (zh) * | 2021-07-06 | 2021-09-07 | 常源科技(天津)有限公司 | 一种隔水片快速成型装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102319806A (zh) * | 2011-10-02 | 2012-01-18 | 安徽恒兴镀锌有限公司 | 线路铁件用垫片一次成形模 |
| JP2014233738A (ja) * | 2013-06-03 | 2014-12-15 | 富士重工業株式会社 | 板金素材の剪断加工方法および剪断加工装置 |
| CN205032553U (zh) * | 2015-09-02 | 2016-02-17 | 江苏荣腾精密组件科技股份有限公司 | 一种冲孔切边模具 |
| CN205629063U (zh) * | 2016-05-26 | 2016-10-12 | 山东方成汽车悬架科技有限公司 | 板簧卡子冲孔切边复合模具 |
| CN208019240U (zh) * | 2018-01-16 | 2018-10-30 | 江西远耕农业机械股份有限公司 | 垫片冲孔模具 |
-
2019
- 2019-12-27 CN CN201911381761.5A patent/CN110976613A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102319806A (zh) * | 2011-10-02 | 2012-01-18 | 安徽恒兴镀锌有限公司 | 线路铁件用垫片一次成形模 |
| JP2014233738A (ja) * | 2013-06-03 | 2014-12-15 | 富士重工業株式会社 | 板金素材の剪断加工方法および剪断加工装置 |
| CN205032553U (zh) * | 2015-09-02 | 2016-02-17 | 江苏荣腾精密组件科技股份有限公司 | 一种冲孔切边模具 |
| CN205629063U (zh) * | 2016-05-26 | 2016-10-12 | 山东方成汽车悬架科技有限公司 | 板簧卡子冲孔切边复合模具 |
| CN208019240U (zh) * | 2018-01-16 | 2018-10-30 | 江西远耕农业机械股份有限公司 | 垫片冲孔模具 |
Non-Patent Citations (1)
| Title |
|---|
| 于位灵等: "《冷冲压模具设计及典型案例》", 31 July 2016 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113351729A (zh) * | 2021-07-06 | 2021-09-07 | 常源科技(天津)有限公司 | 一种隔水片快速成型装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102490070A (zh) | 一种自动送料激光切割的加工方法 | |
| CN109483175B (zh) | 一种焊接保持架生产工艺 | |
| CN110976613A (zh) | 一种垫片加工装置 | |
| CN109482713A (zh) | 多特征连续成型冲裁机械 | |
| CN211276137U (zh) | 一种冲床连续模具 | |
| CN104525691A (zh) | 蚊香盘连续冲裁模 | |
| CN104511522A (zh) | 锥面工件斜孔冲模 | |
| CN103639264A (zh) | 冲缺冲模及冲削加工方法 | |
| CN106312566A (zh) | 一种吊顶板生产用切割冲压一体机 | |
| CN207735782U (zh) | 用于切割薄片的激光切割机 | |
| KR101230342B1 (ko) | 디버링 공정이 생략된 파인블랭킹 장치 | |
| CN101890451A (zh) | 工件缺口冲压装置 | |
| CN104511521A (zh) | 简易型材冲口模 | |
| CN212551312U (zh) | 一种连续剪板压字模具 | |
| CN216127400U (zh) | 一种裁切刀模自动定位装置 | |
| CN217290137U (zh) | 一种冲压设备用自动上料装置 | |
| CN201592218U (zh) | 挡圈导向切豁模 | |
| CN203526311U (zh) | 一种新型实心圆钢切管模 | |
| CN206373420U (zh) | 上刀分段式剪板机 | |
| CN213052293U (zh) | 一种蚊香盘连续冲裁模 | |
| CN218109009U (zh) | 弹片冲压加工用连续加工设备 | |
| CN204353305U (zh) | 筒形工件侧孔冲模 | |
| CN212551244U (zh) | 一种连续自动冲裁设备的送料定位装置 | |
| CN206445874U (zh) | 一种绝缘片成型模具 | |
| CN214417515U (zh) | 一种可定位冲压设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20200410 |
|
| RJ01 | Rejection of invention patent application after publication |