CN110831905A - 包括内部加热装置的边缘引导件 - Google Patents
包括内部加热装置的边缘引导件 Download PDFInfo
- Publication number
- CN110831905A CN110831905A CN201880028090.1A CN201880028090A CN110831905A CN 110831905 A CN110831905 A CN 110831905A CN 201880028090 A CN201880028090 A CN 201880028090A CN 110831905 A CN110831905 A CN 110831905A
- Authority
- CN
- China
- Prior art keywords
- heating
- wire
- loops
- wire loops
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 209
- 238000004804 winding Methods 0.000 claims abstract description 18
- 239000000463 material Substances 0.000 claims description 93
- 238000000034 method Methods 0.000 claims description 50
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 12
- 239000003292 glue Substances 0.000 claims description 11
- 238000004519 manufacturing process Methods 0.000 claims description 10
- 239000007787 solid Substances 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 5
- 239000000178 monomer Substances 0.000 claims 1
- 239000011521 glass Substances 0.000 description 41
- 239000012768 molten material Substances 0.000 description 25
- 239000000156 glass melt Substances 0.000 description 19
- 230000004927 fusion Effects 0.000 description 16
- 238000012546 transfer Methods 0.000 description 13
- 238000004590 computer program Methods 0.000 description 10
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 8
- 238000004891 communication Methods 0.000 description 7
- 230000005484 gravity Effects 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 239000010410 layer Substances 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 238000004031 devitrification Methods 0.000 description 4
- 229910052697 platinum Inorganic materials 0.000 description 4
- 230000003750 conditioning effect Effects 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 239000006060 molten glass Substances 0.000 description 3
- 229910001260 Pt alloy Inorganic materials 0.000 description 2
- 238000013500 data storage Methods 0.000 description 2
- 238000010292 electrical insulation Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000001965 increasing effect Effects 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 239000011819 refractory material Substances 0.000 description 2
- 238000013515 script Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000011343 solid material Substances 0.000 description 2
- 230000001131 transforming effect Effects 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 238000003286 fusion draw glass process Methods 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011214 refractory ceramic Substances 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000003283 slot draw process Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images















Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/067—Forming glass sheets combined with thermal conditioning of the sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/02—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture in electric furnaces, e.g. by dielectric heating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/42—Details of construction of furnace walls, e.g. to prevent corrosion; Use of materials for furnace walls
- C03B5/43—Use of materials for furnace walls, e.g. fire-bricks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- General Induction Heating (AREA)
- Treatment Of Fiber Materials (AREA)
- Resistance Heating (AREA)
- Details Of Garments (AREA)
- Materials For Medical Uses (AREA)
Abstract
设备可以包括楔,所述楔包括一对倾斜表面部分,它们沿着下游方面会聚以形成楔的根部。设备还可以包括与所述一对向下倾斜的表面部分中的至少一个相交的边缘引导件。边缘引导件可以包括内腔体。在一些实施方式中,设备还可以包括位于内腔体中的加热装置,其中,加热装置可以包括多个加热段。在其他实施方式中,设备还可以包括位于内腔体中的多个丝线线圈,其中,所述多个丝线线圈中的每一个可以包括绕组,所述绕组可以绕着以下游方向延伸的对应线性线圈轴缠绕。
Description
相关申请的交叉引用
本申请根据35 U.S.C.§119,要求2017年04月28日提交的美国临时申请系列第62/491384号的优先权,本文以该申请为基础并将其全文通过引用结合于此。
背景
将熔融材料从成形楔的根部熔合拉制成玻璃带是已知的。为成形楔提供边缘引导件从而使得玻璃带的宽度衰减最小化也是已知的。但是,与边缘引导件的表面发生接触的熔融材料的过度冷却可能以不合乎希望的方式导致熔融材料失透成沉积在边缘引导件的表面上的玻璃。如果任由其形成的话,此类玻璃沉积物可能周期性地破裂并形成玻璃带中的瑕疵。除此之外,此类玻璃沉积物可能降低与熔融玻璃接触的边缘引导件的表面的可润湿性,从而导致熔融材料过早地从边缘引导件离开。熔融材料过早地从边缘引导件离开会降低玻璃带的外边缘的熔合质量,并导致不合乎希望的玻璃带宽度的变化。
发明内容
下面简要归纳本公开的内容,以便提供对详述部分所描述的一些示例性实施方式的基本理解。除非另有说明,否则下面所讨论的任何实施方式都可以任选地与下面所讨论的其他实施方式中的任意一个或多个结合。
本公开一般地涉及边缘引导件,更具体地,涉及包括布置在内腔体中的加热装置的边缘引导件。
根据一些实施方式,设备可以包括楔,所述楔包括一对倾斜表面部分,它们沿着下游方面会聚以形成楔的根部。设备还可以包括与所述一对向下倾斜的表面部分中的至少一个相交的边缘引导件。边缘引导件可以包括内腔体。设备还可以包括布置在内腔体中的加热装置。加热装置可以包括至少部分封装在单体块中的多个加热段。
在另一个实施方式中,加热段可以包括多个丝线线圈。
在另一个实施方式中,所述多个丝线线圈中的每一个可以包括绕着对应线性线圈轴缠绕的绕组。
在另一个实施方式中,支架可以将加热装置保持在内腔体中。
在一些实施方式中,制造任意上文所述实施方式的设备的方法可以包括将所述多个加热段布置成相对比彼此呈一定的取向。方法还可以包括使得材料绕着加热段移动,从而至少部分地将加热段封装在材料的共同体内。方法还可以包括将材料的共同体转化为含有加热装置的所有加热段的单体块。
在另一个实施方式中,方法可以包括:所述多个加热段布置在边缘引导件的内腔体中,以及材料可以绕着加热段在边缘引导件的内腔体中移动,从而材料的共同体可以被容纳在边缘引导件的内腔体中。方法还可以包括:在位于边缘引导件的内腔体中的同时,将材料的共同体转化为单体块。
在另一个实施方式中,方法可以包括在将材料的共同体转化为单体块之后,将加热装置放置在内腔体中。
在另一个实施方式中,方法可以包括将所述多个加热段布置成相对于彼此呈一定取向位于模具的成形腔体中。方法还可以包括使得材料绕着加热段在模具的成形腔体中移动,从而至少部分地将加热段封装在材料的共同体内。方法还可以包括:在所述多个加热段位于模具的成形腔体中的同时,将材料的共同体转化为单体块。
在另一个实施方式中,方法可以包括在将加热装置放置在内腔体中之前,从单体块去除模具。
在另一个实施方式中,方法可以提供:可以绕着加热段移动的材料包括胶合剂。
在另一个实施方式中,至少一个对齐销可以与所述多个加热段中的至少一个加热段相互作用,从而将所述多个加热段布置成相对于彼此呈一定取向。
在另一个实施方式中,设备可以包括楔,所述楔包括一对倾斜表面部分,它们沿着下游方面会聚以形成楔的根部。设备还可以包括与所述一对向下倾斜的表面部分中的至少一个相交的边缘引导件。边缘引导件可以包括内腔体。设备还可以包括布置在内腔体中的多个丝线线圈。所述多个丝线线圈中的每一个可以包括绕着对应线性线圈轴缠绕的绕组,所述线性线圈轴以下游方向延伸。
在另一个实施方式中,所述多个丝线线圈中的每一个的丝线是实心的。
在另一个实施方式中,每个线性线圈轴可以沿着共同方向延伸。
在另一个实施方式中,所述多个丝线线圈可以至少包括:沿着第一行对齐的第一组丝线线圈,和沿着第二行对齐的第二组丝线线圈,所述第二行与所述第一行偏离开。
在另一个实施方式中,所述第二组丝线线圈可以相对于所述第一组丝线线圈是错开的(staggered)。
在另一个实施方式中,至少一个丝线线圈可以包括绕着对齐销缠绕的绕组,所述对齐销具有以下游方向延伸的对齐轴。
在另一个实施方式中,所述多个丝线线圈可以分别被至少部分封装在位于内腔体中的单体块中。
在另一个实施方式中,单体块可以包括胶合剂。
在另一个实施方式中,支架可以将单体块保持在内腔体中。
在另一个实施方式中,制造任意上文所述实施方式的设备的方法可以包括对所述多个丝线线圈进行布置。方法还可以包括使得材料绕着所述多个丝线线圈移动,从而至少部分地将所述多个丝线线圈中的每一个封装在材料的共同体内。方法还可以包括将材料的共同体转化为含有所述多个丝线线圈中的每一个的单体块。
在另一个实施方式中,所述多个丝线线圈中的每一个可以布置在边缘引导件的内腔体中。材料可以绕着所述多个丝线线圈中的每一个在边缘引导件的内腔体中移动,从而材料的共同体可以被容纳在边缘引导件的内腔体中。当位于边缘引导件的内腔体中的同时,材料的共同体可以被转化为单体块。
在另一个实施方式中,其中,可以在将材料的共同体转化为单体块之后,将所述多个丝线线圈中的每一个放置在内腔体中。
在另一个实施方式中,方法可以包括将所述多个丝线线圈中的每一个布置在模具的成形腔体中。方法还可以包括使得材料绕着所述多个丝线线圈中的每一个移动,从而至少部分地将所述多个丝线线圈中的每一个封装在材料的共同体内。方法还可以包括:在所述多个丝线线圈中的每一个位于模具的成形腔体中的同时,将材料的共同体转化为单体块。
在另一个实施方式中,方法可以包括在将所述多个丝线线圈中的每一个放置在内腔体中之前,从单体块去除模具。
在另一个实施方式中,方法还可以包括将至少一个对齐销插入穿过所述多个丝线线圈中的至少一个的中心轴路径,以及将对齐销安装到模具从而将所述多个丝线线圈在模具的成形腔体中对齐至预定取向。
在另一个实施方式中,绕着所述多个丝线线圈中的每一个移动的材料可以包含胶合剂。
在另一个实施方式中,单体块可以包括氧化铝。在另一个实施方式中,氧化铝可以占据了单体块的95%至98%。
应理解,前面的一般性描述和以下的详细描述给出了本文的实施方式,用来提供理解描述和要求保护的实施方式的性质和特性的总体评述或框架。包括的附图提供了对实施方式的进一步的理解,附图被结合在本说明书中并构成说明书的一部分。附图举例说明了本文的各种实施方式,并与描述一起用来解释其原理和操作。
附图说明
通过结合所附附图进行阅读,可以进一步理解本公开的这些和其他特征、实施方式和优点:
图1示意性显示包含熔合下拉设备的用于加工熔融材料的设备;
图2显示熔合下拉设备沿图1的线2-2的横截面透视图;
图3显示熔合下拉设备沿图2的线3-3的横截面图;
图4是图3所示的边缘引导件的后视图;
图5是边缘引导件沿图4的线5-5的横截面图;
图6-9显示图1-5的边缘引导件的制造方法的一个示例性实施方式的特征;
图10是模具实施方式的俯视图;
图11是模具沿图10的线11-11线的横截面图;
图12-16显示图1-5的边缘引导件的制造方法的另一个示例性实施方式的特征;
图17是加热元件的另一个实施方式的俯视图;
图18是加热元件沿图17的线18-18的部分正视图;
图19是加热元件的另一个实施方式的俯视图;以及
图20是加热元件沿图19的线20-20的正视图。
具体实施方式
在此将参照附图更完整地描述设备和方法,其中,附图中给出了示例性实施方式。只要有可能,在所有附图中使用相同的附图标记来表示相同或类似的部分。但是,本公开可以以许多不同的形式实施,不应被解读成局限于在此提出的实施方式。
通常通过如下方式来制造玻璃片:使熔融玻璃流到成形体,由此可以通过各种带成形工艺来形成玻璃带,例如狭缝拉制、下拉或者熔合下拉。然后可以对来自任意这些工艺的玻璃带进行后续分割,以提供适用于进一步加工成所需的显示器应用的片材玻璃。玻璃片可用于宽范围的显示器应用,例如:液晶显示器(LCD)、电泳显示器(EPD)、有机发光二极管显示器(OLED)或者等离子体显示面板(PDP)等。
可以理解的是,根据各种实施方式的玻璃片可以包括一个或多个边缘。在一些实施方式中,提供的玻璃片可以具有四个边缘,大体为正方形、矩形、梯形、平行四边形或其它形状。任选地,可以提供具有一条连续边缘的圆形、椭圆形或卵圆形的玻璃片。还可提供具有两个、三个、五个边缘之类的其它玻璃片,并且它们预期落在本说明书的范围内。不同尺寸(包括不同长度、高度和厚度)的玻璃片也预期落在本公开的范围内。在一些实施方式中,玻璃片的中心部分的标称厚度可以是:小于或等于约1mm、约50μm至约750μm、约100μm至约700μm、约200μm至约600μm、约300μm至约500μm、约50μm至约500μm、约50μm至约700μm、约50μm至约600μm、约50μm至约500μm、约50μm至约400μm、约50μm至约300μm、约50μm至约200μm、约50μm至约100μm,以及其间的所有厚度子范围。
图1示意性显示用于加工熔融材料的设备100,其包括熔合下拉设备101,用于熔合拉制玻璃带103用于后续加工成玻璃片104。熔合下拉设备101可以包括熔融容器105,其从储料斗109接收批料材料107。可以通过由马达113驱动的批料传递装置111来引入批料材料107。可以使用任选的控制器115来激活马达113,以将所需量的批料材料107引入熔融容器105中,如箭头117所示。熔融材料探针119可以用来测量竖管123内的熔融材料121的水平,并通过通信线路125的方式将测得的信息传输到控制器115。
熔合下拉设备101还可以包括位于熔融容器105下游并且通过第一连接导管129的方式与熔融容器105相连的第一调节工作站,例如澄清容器127。在一些实施方式中,可以通过第一连接管129的方式将玻璃熔体从熔融容器105重力进料到澄清容器127。例如,重力的作用可以是驱使玻璃熔体通过第一连接管129的内部路径从熔融容器105到澄清容器127。在澄清容器127内,可以通过各种技术从玻璃熔体去除气泡。
熔合拉制设备还可以包括第二调节工作站,例如玻璃熔体混合容器131,其可位于澄清容器127的下游。玻璃熔体混合容器131可以用来提供均匀的玻璃熔体组合物,从而减少或消除不均匀带,否则的话这可能存在于离开澄清容器的经澄清的玻璃熔体内。如所示,澄清容器127可以通过第二连接管135的方式与玻璃熔体混合容器131相连。在一些实施方式中,可以通过第二连接管135的方式将玻璃熔体从澄清容器127重力进料到玻璃熔体混合容器131。例如,重力的作用可以是驱使玻璃熔体通过第二连接管135的内部路径从澄清容器127到玻璃熔体混合容器131。
熔合拉制设备还可以包括另一调节工作站,例如传递容器133,其可以位于玻璃熔体混合容器131的下游。传递容器133可以对待进料到成形装置中的玻璃进行调节。例如,传递容器133可以作为储料器和/或流动控制器,来调节并提供玻璃熔体一致流动到成形容器。如所示,玻璃熔体混合容器131可以通过第三连接管137的方式与传递容器133相连。在一些实施方式中,可以通过第三连接管137的方式将玻璃熔体从玻璃熔体混合容器131重力进料到传递容器133。例如,重力的作用可以是驱使玻璃熔体通过第三连接管137的内部路径从玻璃熔体混合容器131到传递容器133。
如进一步所示,可以放置下导管139,以将熔融材料121从传递容器133输送至成形容器143的进口141。然后,可以从成形楔209的根部145熔合拉制出玻璃带103,之后通过玻璃分隔设备149分隔成玻璃片104。如所示,玻璃分隔设备149可以沿着分隔路径151从玻璃带103分离玻璃片104,所述分隔路径151沿着玻璃带103的宽度“W”在玻璃带103的第一外边缘153与第二外边缘155之间延伸。如图1所示,在一些实施方式中,分隔路径151可以基本垂直于玻璃带103的拉制方向157延伸。在所示的实施方式中,拉制方向157可以是从成形容器143进行熔合下拉的玻璃带103的熔合拉制方向。
图2是熔合下拉设备101沿图1的线2-2的横截面透视图。如所示,成形容器143可以包括凹槽201,其取向成从入口141接收熔融材料121。成形容器143还可以包括成形楔209,其包括在成形楔209的相对端部210a、210b(参见图1)之间延伸的一对向下倾斜的会聚表面部分207a、207b。这对向下倾斜的会聚表面部分207a、207b沿着拉制方向157汇合形成根部145。拉制平面213通过根部145延伸,其中,可以在拉制方向157上沿着拉制平面213拉制玻璃带103。如所示,拉制平面213可以将根部145一分为二,但是拉制平面213也可相对于根部145以其他朝向延伸。
参见图1,成形楔209的第一端部210a可以提供有第一边缘引导件211a。类似地,成形楔209的第二端部210b可以包括第二边缘引导件211b,其在一些实施方式中可以是第一边缘引导件211a的相同镜像。本申请全文会对第一边缘引导件211a进行描述,要理解的是,此类描述也可以类似地或者同样地运用到第二边缘引导件211b。事实上,在一些实施方式中,第二边缘引导件211b的构造和制造方法会与第一边缘引导件211a的构造和制造方法是一致的。
第一和第二边缘引导件211a、211b可以分别与那对向下倾斜的表面部分207a、207b中的至少一个相交。例如,如图2和3所示,第一边缘引导件211a可以包括具有第一面朝外接触表面217a的第一上部部分215a。如图3所示,第一边缘引导件211a还可以包括具有第二面朝外接触表面217b的第二上部部分215b。第一面朝外接触表面217a会与那对向下倾斜的表面部分中的第一倾斜会聚表面部分207a相交。类似地,第二面朝外接触表面217b会与那对向下倾斜的表面部分中的第二倾斜会聚表面部分207b相交。在所示的实施方式中,第一和第二面朝外接触表面217a、217b相互会是同样的镜像,但是在其他实施方式中,可以提供不同构造。如进一步所示,面朝外接触表面217a、217b中的每一个可以沿着对应的平坦平面延伸,但是在其他实施方式中,表面可以包括弯曲表面(例如,面朝外的凹表面)。
在一些实施方式中,第一边缘引导件211a还可以包括下部部分219,其可以被视作是第一边缘引导件211a位于平面301下方的部分(参见图3),所述平面301可以垂直于拉制平面213(例如,重力方向),并且与点224相交(参见图2),所述点224是第一边缘引导件211a的内周界223与成形楔209的根部145相交的地方。下部部分219可以包括第一面朝外接触表面221a,其以拉制方向157从第一上部部分215a的第一面朝外接触表面217a向下延伸到内边缘222。类似地,下部部分219还可以包括第二面朝外接触表面221b,其以拉制方向157从第一上部部分215b的第二面朝外接触表面217b向下延伸到内边缘222。如所示,内边缘222可以置于拉制平面213中。如进一步所示,第一和第二面朝外接触表面221a、221b相互会是同样的镜像,但是在其他实施方式中,可以提供不同构造。面朝外接触表面221a、221b中的每一个可以沿着面朝外凹表面延伸,但是在其他实施方式中,面朝外接触表面221a、221b可以包括平坦或者其他表面形状。如所示,面朝外接触表面221a、221b可以朝向彼此会聚至内边缘222,所述内边缘222布置在根部145下方且在拉制平面213中。
可以由宽范围的材料形成成形容器143。在一些实施方式中,成形容器143可以包括诸如耐火陶瓷材料之类的耐火材料。第一和第二边缘引导件211a、211b也可以由耐火材料(例如,铂或铂合金)形成。
在一些实施方式中,熔融材料121可以从入口141流入成形容器143的凹槽201中。然后,熔融材料121可以从凹槽201溢流,同时流过相应的堰203a、203b,并且向下流过相应的堰203a、203b的外表面205a、205b。然后,熔融材料121的各物流沿着成形楔209的向下倾斜的会聚表面部分207a、207b流动,以从成形容器143的根部145拉制离开,在该成形楔209,流会聚并熔合成玻璃带103。然后可以在拉制平面213沿着拉制方向157从根部145熔合拉出玻璃带103。第一和第二边缘引导件211a、211b可以起到增加当对应第一外边缘153和第二外边缘155的熔融物流沿着向下倾斜的汇聚表面部分207a、207b会聚时,熔融物流发生接触的表面积的作用。对应外边缘153、155的熔融材料的物流的边缘226分别在边缘引导件211a、211b的第一和第二面朝外接触表面217a、217b上铺展开来并发生接触,从而增加了熔融材料物流的有效宽度。然后,当它们分别沿着边缘引导件211a、211b的下部部分219的第一和第二面朝外接触表面221a、221b移动并接触时,熔融材料物流会聚到一起,直到会聚物流在边缘引导件211a、211b的下部部分219的内边缘222处熔合到一起,形成玻璃带103的各融合边缘153、155。由于边缘引导件211a、211b各自的面朝外接触表面217a、217b所提供的表面积的增加,会增加正在拉制的玻璃带103的对应宽度“W”,从而抵消了由于正在从成形容器143的根部145拉制的熔融材料的表面张力所可能导致发生的玻璃带103的宽度的衰减。
每个边缘引导件可以包括位于边缘引导件的内腔体中的加热装置。例如,图4显示边缘引导件211a、211b的后视图。在一些实施方式中,形成的内腔体401可以是从边缘引导件的后面是开放的,以实现从边缘引导件211a、211b的后面将加热装置403放入内腔体401中。如图5所示,内腔体401可以至少部分由下部部分219的壁503a、503b的内表面501a、501b所限定。在一些实施方式中,内腔体401可以完全由内表面501a、501b所限定,以使得可以接收加热装置的内腔体401的尺寸最大化。或者,如所示,内腔体401可以任选地包括横向侧壁505,所述横向侧壁505包括进一步限定了内腔体401的内表面507。事实上,如所示,内腔体401可以任选地由壁503a、503b的内表面501a、501b以及横向侧壁505的内表面507这两者限定。在所示的实施方式中,壁503a、503b可以分别包括面朝外的接触表面221a、221b,它们可以是与壁503a、503b的对应内表面501a、501b相对的。因此,来自加热装置的热量可以传导通过壁503a、503b的厚度,从内表面501a、501b到达面朝外的接触表面221a、221b。
如所示,内腔体401在平行于拉制平面213的方向上的占用面积401a可以小于边缘引导件211a、211b的下部部分219在平行于拉制平面213的方向上的占用面积219a。在一些实施方式中,如图5所示,占用面积401a的周界边缘可以由内腔体401的开口509处的横向侧壁505的内表面507所限定。
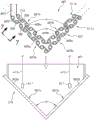
如图4所示,在一些实施方式中,下部部分219的占用面积219a可以包括三角形占用面积,三角形占用面积的第一侧407由沿着平面301的上部部分215a、215b与下部部分219之间的界面所限定。事实上,上部部分215a、215b的内会聚表面406a、406b可以在成角口袋(angular pocket)408处相遇,其设计成接收成形楔209的根部145。三角形占用面积的第一侧407可以沿着如下平面限定,所述平面垂直于将成角口袋408一分为二的平面406。当边缘引导件211a、211b安装在成形楔209上的时候,边缘引导件211a、211b的平面406可以与拉制平面213是一致的。如所示,除了第一侧407之外,三角形占用面积还可以由第二和第三侧409a、409b所限定,它们由下部部分219的面朝外接触表面221a、221b的横向周界所限定。虽然下部部分219的占用面积219a可以是三角形,但是在其他实施方式中,占用面积可以是其他形状。
如所示,内腔体401的占用面积401a可以任选地包括矩形形状,但是在其他实施方式中,可以提供三角形或者其他多边形形状。此外,在其他实施方式中,内腔体401的占用面积401a的形状可以包括圆形、椭圆形或者其他曲线形状。此外,内腔体401的占用面积401a可以在几何上类似于下部部分219的占用面积219a。例如,内腔体401的占用面积可以包括三角形形状,其在一些实施方式中可以等于或者小于下部部分219的占用面积219a的三角形形状。提供几何上类似的占用面积401a、219a可以实现将较大的加热装置放置在内腔体中,并且可以引导更多的热量达到接触表面221a、221b,从而增强加热装置的加热容量和效率。
如所示,内腔体401可以完全放置在下部部分219中,但是在其他实施方式中,内腔体401可以放置成至少部分地或者完全地位于上部部分215a、215b中。在一些实施方式中,如所示,内腔体401可以完全放置在边缘引导件211a、211b的下部部分219中,从而将热施加导向到边缘引导件211a、211b的下部部分,所述下部部分是边缘引导件上熔融材料最容易发生失透的。此外,将热施加导向到边缘引导件的下部部分可以避免玻璃带边缘的不必要的加热,否则的话可能导致从设备拉制的玻璃带的宽度的不合乎希望的衰减。
因此,本公开的特征包括成形楔209,所述成形楔209包括一对向下倾斜的表面部分207a、207b,它们可以沿着下游方向(例如,拉制方向157)会聚以形成成形楔209的根部145。第一边缘引导件211a和第二边缘引导件211b可以分别与那对向下倾斜的表面部分207a、207b中的至少一个相交。事实上,如所示,第一上部部分215a的第一面朝外接触表面217a可以与第一向下倾斜表面部分207a相交,以及第二上部部分215b的第二面朝外接触表面217b可以与第二向下倾斜表面部分207b相交。
在其他实施方式中,如所示,加热装置403可以放置在内腔体401中。例如,如图5所示,加热装置403可以包括多个加热段511a、511b,它们可以至少部分封装在单体块513中。在本公开的一些实施方式中,取决于具体应用,加热段511a、511b可以不提供有单体块513。在其他实施方式中,可以提供单体块513从而有助于装配和帮助热量从加热段511a、511b传输到边缘引导件211a、211b。在一些实施方式中,单体块可以由提供高导热系数的材料制造,从而实现热量从加热段511a、511b传输到边缘引导件211a、211b的下部部分219的面朝外的接触表面221a、221b。在其他实施方式中,单体块可以由提供电绝缘的材料制造,以防止相邻加热段之间的漏电或短路。在一些实施方式中,单体块可以由可以倒入具有预定形状的腔体中的材料制造,从而转化为包括所述预定形状的实心单体块。在一些实施方式中,如所示,单体块215的材料可以包括胶合剂,可以倾倒所述胶合剂然后浇铸成预定形状。在一些实施方式中,单体块的材料可以包括氧化铝,以提供导热性和电绝缘。在一些实施方式中,氧化铝占据了单体块513的95%至98%。
如图4示意性所示,可以提供支架411以帮助维持加热装置403在边缘引导件211a、211b的内腔体401中的位置。在替代实施方式中,支架411可能不是必需的。例如,如果将加热装置403直接浇铸到内腔体401中,则加热装置403可以作为整体形成在内腔体401中。在其他实施方式中,即使加热装置403不是直接浇铸到内腔体401中,也可以在内腔体401的内表面与加热装置403之间提供粘合剂层(例如,胶合剂层或者其他界面),从而将加热装置403安装在内腔体401中。
如图7示意性所示,单体块513的上表面701a和下表面701b可以分别位于高于和低于加热段511a、511b的上端部703a和下端部703b,从而将加热段完全封装在单体块513中。如图7进一步所示,每个加热段可以由丝线707的线圈705形成,如所示,其可以包括沿着每个加热段的线圈轴709缠绕的绕组。如所示,丝线的线圈的绕组完全封装在单体块513中。在一些实施方式中,封装的丝线线圈可以具有包括线圈轴709的中心轴路径710,其任选地填充了与单体块相同的材料或者其他材料,但是在其他实施方式中,可以没有提供材料。可以理解的是,加热段的电线可以从单体块513的外侧延伸到可以完全封装在单体块中的加热段,其中,加热段提供了内腔体401中的加热装置403的基本上所有的热量。如图7所示,中心轴路径710的线圈轴709可以包括线性轴,但是在其他实施方式中,可以提供曲线或者其他形状的轴。此外,任选地,每个线圈轴(例如,线性线圈轴)可以沿着共同方向延伸,从而线圈轴相互平行。
在一些实施方式中,如图6所示,加热段511a、511b可以整合到一起成为作为单个单元一起工作的单个连续的加热元件601。虽然可以提供多个加热元件作为加热段,所述多个加热元件相互独立地工作或者连接到一起作为单个单元工作,但是所示的单个连续的加热元件601可以简化制造以及加热元件403。为了制造单个连续的加热元件601,单个连续成形的丝线707可以弯曲或者任意其他方式制造成单个连续的加热段601。在一些实施方式中,如图6所示,加热装置的至少一个线圈、多个线圈或者全部线圈可以包括绕着线圈轴709(例如,所示的线性线圈轴)缠绕的绕组。在一些实施方式中,丝线707的第一部分603(参见图6)可以在第一外加热段511a的上端部703(参见图7)缠绕成上绕组,以及在下端部703b以沿着线圈轴709的方向711a缠绕成下绕组,从而形成第一加热线圈。参见图6,然后丝线可以移动形成区段605,弯曲成与第一外加热段相邻的第二外加热段511a的下绕组。然后丝线可以在沿着线圈轴709的方向711b上在第二外加热段511a的上部端部703a处缠绕成上绕组,以形成与第一加热线圈相邻的第二加热线圈。在一些实施方式中,如图6和7所示,丝线可以连续上下缠绕成一系列的相邻加热绕组511a、511b,以形成一系列相邻的加热丝线线圈,直到形成加热元件601。丝线可以设计成电阻加热,并且可以是实心丝线以减小丝线的体积。在其他实施方式中,丝线可以包括铂或者含铂合金,其可以耐受高温条件从而在加热元件不发生失效的情况下提供足够的加热。此外,丝线可以包括宽范围的直径。在一些实施方式中,丝线的直径可以以最少量的材料提供所需的加热特性,以降低加热元件601的成本。
可以提供各种式样的加热元件。例如,进一步参见图6,外加热段511a的第一组外加热丝线线圈603a可以沿着第一行部分对齐,所述第一行部分的线圈轴709相互平行且沿着第一外共用平面605a延伸。类似地,外加热段511a的第二组外加热丝线线圈603b可以沿着第二行部分对齐,所述第二行部分的线圈轴709相互平行且沿着第二外共用平面605b延伸。在一些实施方式中,第一外共用平面605a与第二外共用平面605b之间的角度“A”可以是与壁503a、503b的内表面501a、501b之间的角度“A”相同的。由此,如图5所示,外加热段511a的外加热丝线线圈的轴与相应的内表面501a、501b之间的距离“D1”可以维持基本相等,从而外加热丝线线圈可以分别任选地向壁503a、503b提供一致加热,从而为边缘引导件的对应表面提供均匀加热,所述对应表面与边缘引导件上流动的熔融材料接触。均匀加热可以帮助维持避免熔融材料失透的最小所需温度,而没有沿着边缘引导件的温度尖峰,所述温度尖峰可能不必要地将熔融材料的温度提升到拉制的带材的宽度可能发生不合乎希望的衰减的点。
在一些实施方式中,加热段可以包括内加热段511b,其位置可以相比于外加热段511a更远离相应内表面501a、501b。例如,进一步参见图6,内加热段511b的第一组内加热丝线线圈607a可以沿着第一行部分对齐,所述第一行部分的线圈轴709相互平行且沿着第一内共用平面609a延伸。类似地,内加热段511b的第二组内加热丝线线圈607b可以沿着第二行部分对齐,所述第二行部分的线圈轴709相互平行且沿着第二内共用平面609b延伸。在一些实施方式中,第一内共用平面609a与第二内共用平面609b之间的角度“A”可以是与壁503a、503b的内表面501a、501b之间的角度“A”以及第一外共用平面605a与第二外共用平面605b之间的角度“A”相同的。
由此,如图5所示,外加热段511a的轴与相应的内表面501a、501b之间的距离“D1”可以维持基本相等,从而外加热段511a可以分别任选地向壁503a、503b提供一致加热,从而为边缘引导件的对应表面提供均匀加热,所述对应表面与边缘引导件上流动的熔融材料接触。均匀加热可以帮助维持避免熔融材料失透的最小所需热量,而没有沿着边缘引导件的温度尖峰,所述温度尖峰可能不必要地将熔融材料的温度提升到拉制的带材的宽度可能发生不合乎希望的衰减的点。
除了外加热段511a之外任选结合的内加热段511b可以提供层状加热段,以增加热传递到壁503a、503b的速率。虽然提供的是两层加热段,但是在其他实施方式中,单层加热段可以提供所需的结果,或者可以提供三层或更多层加热段以进一步增加热传递到壁503a、503b的速率。
在一个实施方式中,如图5所示,可以任选地提供外加热段511a、511b作为上文涉及的加热丝线线圈,第一组外加热丝线线圈603a和第二组外加热丝线线圈603b沿着各自的外行依次对齐。上文涉及的加热丝线线圈还可以包括第一组内加热丝线线圈607a和第二组内加热丝线线圈607b,它们沿着各自的内行依次对齐,所述内行分别与外行偏离开(距离为“D2”)。虽然显示的是两行,但是在其他实施方式中,可以提供一行或者任意多行。距离“D2”可以足够小到允许高密度的加热丝线线圈填装,以实现达到壁503a、503b的热传递增强,同时还维持足够小的距离以避免相邻丝线线圈之间的短路或者降低电损耗。为了提供更高密度的加热丝线线圈填装,内加热丝线线圈可以相对于外加热丝线线圈是错开的。事实上,如图7所示,内加热丝线线圈607a的内加热线圈的线圈轴709可以偏离线圈轴709,并且放置在对应的相邻外加热丝线线圈603a对的线圈轴709之间。作为结果,如图6所示,内加热段511b的第一组内加热丝线线圈607a可以相对于外加热段511a的第一组外加热丝线线圈603a是错开的。类似地,内加热段511b的第二组内加热丝线线圈607b可以相对于外加热段511a的第二组外加热丝线线圈603b是错开的。
图17和18显示加热元件1701的另一个实施方式,所述加热元件1701包括加热丝线线圈,除非另有说明,否则该加热丝线线圈与上文讨论的加热元件601的加热丝线线圈可以是相似或者一致的。但是,加热元件1701的加热丝线线圈的轴放置成相对于加热元件601的加热丝线线圈的轴呈90°。如图17所示,外加热段511a的第一组外加热丝线线圈1703a可以相互对齐,其线圈轴709相互平行且沿着第一外共用平面1705a延伸。类似地,外加热段511a的第二组外加热丝线线圈1703b可以相互对齐,其线圈轴709相互平行且沿着第二外共用平面1705b延伸。类似地,内加热段511b的第一组内加热丝线线圈1707a可以相互对齐,其线圈轴709相互平行且沿着第一内共用平面1709a延伸。类似地,内加热段511b的第二组内加热丝线线圈1707b可以相互对齐,其线圈轴709相互平行且沿着第二内共用平面1709b延伸。
如图18所示,类似于图6,内加热丝线线圈可以相对于外加热丝线线圈是错开的。事实上,在一些实施方式中,内加热段511b的第一组内加热丝线线圈1707a可以相对于外加热段511a的第一组外加热丝线线圈1703a是错开的。类似地,内加热段511b的第二组内加热丝线线圈1707b可以相对于外加热段511a的第二组外加热丝线线圈1703b是错开的。
图19和20显示加热元件1901的另一个实施方式。如所示,加热元件1901可以分成第一加热元件1901a和第二加热元件1901b,所述第二加热元件1901b可以相对于第一加热元件独立地运行。虽然未示出,但是在替代实施方式中,加热元件1901可以提供成单个加热元件。此外,虽然未示出,但是加热元件601、1701可以分成两个或更多个加热元件(例如,类似于加热元件1901)。提供单个加热元件可以简化设计和减少组件。但是,在一些实施方式中,多个加热元件可以实现沿着所有的加热元件部分更一致的加热和/或沿着所有的加热元件部分对称的一致加热。
如图19-20所示,第二加热元件1901b可以是第一加热元件1901a的镜像或者甚至可以与其一致。第一和第二加热元件1901a、1901b可以分别由较薄的板限定,所述较薄的板由铂、铂合金或者能够在升高的温度下维持完整性的其他材料形成。可以从板(例如,所示的平坦板材)机械加工槽1903,留下多个加热段1905,其可以限定蜿蜒形状,并且如所示,可以沿着共用平面延伸。此外,可以提供多层加热段1905,每个沿着其自身的共用平面。如所示,提供了两层加热段1905,但是在其他实施方式中,可以提供单层或者三层或更多层的段。
在所示实施方式中,每个加热元件1901a、1901b可以提供有沿着第一平面延伸的外加热段1905a以及沿着与第一平面偏离开的第二平面延伸的内加热段1905b。在运行中,可以通过输入电线1907a向第一端部2001提供电流(参见图20)。然后,当电流沿着向上蜿蜒路径移动时(如图20的箭头2003所示),电流可以加热外段1905a。然后,电流可以移动通过连接件1909,所述连接件1909连接了外加热段1905的第二端和内加热段1905b的第一端。然后,当电流沿着(未示出的)向下蜿蜒路径从段1905b的第一端移动到段的第二端然后在通过输出电线1907b时,电流加热了内加热段1905b。
图6-9显示制造包括任意上文所涉及加热装置的设备的一个实施方式。如图6所示,可以将任选的传感器611放置在内腔体401中。然后,可以将加热元件601、1701、1901插入内腔体中,并相对于内表面501a、501b适当地放置,如图8所示。处于简化示意目的,图8显示图6的加热元件601的横截面。此外,虽然显示的是加热元件601,但是在其他实施方式中,可以根据本公开实施方式提供任意加热元件601、1701、1901。在内腔体401中放置加热元件601、1701、1901,这使得所述多个加热段511a、511b在边缘引导件211a、211b的内腔体401中相对于彼此以一定取向排布。
如图9所示,然后可以通过材料源903(例如,显示为喷嘴)倒入或者任意其他方式引入材料901(例如,胶合剂),以使得材料绕着边缘引导件211a、211b的内腔体401中的加热段511a、511b移动,从而将加热段至少部分地封装在边缘引导件211a、211b的内腔体401中的材料的共同体内。事实上,如图9所示,可以将所有的加热段完全地封装在绕着内腔体401中的所述多个加热段511a、511b移动的材料的共同体中。一旦材料901移动到位,当其置于边缘引导件211a、211b的内腔体401中的时候,材料901的共同体可以转化为固体材料的单体块513,如图5所示。如图5所示,单体块513可以包括加热装置403的所有加热段511a、511b。
如上文所讨论,图6-9的实施方式提供的制造技术中,在材料体901位于内腔体401中的时候,材料体901可以转化为单体块513。图10-16显示在材料体转化为单体块513之后,将加热装置403放入内腔体401中的另一个实施方式。预成形单体块的一个可能的技术可以是使用模具。图10-11显示模具1001的一个实施方式,所述模具1001包括可以通过固定件1005附连到一起的侧壁1003a、1003b。还可以通过固定件1009将顶壁1007a和底壁1007b附连到侧壁1003a、1003b。由此,一旦固定到一起,顶壁1007a、底壁1007b和侧壁1003a、1003b的内表面限定了成形腔体1111。在一些实施方式中,成形腔体1111的尺寸和形状可以紧密地符合边缘引导件211a、211b的内腔体401的尺寸和形状。由此,边缘引导件211a、211b的内腔体401可以接收浇铸在成形腔体1111内的单体块513。此外,由于单体块513的外表面与内腔体401的内表面之间的接触,尺寸和形状的匹配可以促进加热装置403与边缘引导件211a、211b的下部部分219之间的热传输。任选地,顶壁1007a和底壁1007b中的(未示出的)开口可以设计成接收任选的对齐销1113的端部部分,从而使得对齐销1113在成形腔体1111中在预定位置进行取向。
转至图12,方法可以包括将所述多个加热段511a、511b布置成相对于彼此呈一定取向位于模具1001的成形腔体1111中。在所示的实施方式中,显示的是加热元件601,但是在其他实施方式中,可以提供其他加热元件(例如,加热元件1701、1901)。在一些实施方式中,模具的特征件可以与加热元件相互作用,从而在成形腔体中为加热元件提供适当取向。例如,如图12所示,至少一个对齐销(例如,所示的4个对齐销1113)与所述多个加热段中的至少一个加热段相互作用,从而将所述多个加热段布置成相对于彼此呈一定取向。事实上,在一些实施方式中,可以去除顶壁1007和底壁1007b中的一个,然后可以将加热元件插入腔体中,同时在加热丝线线圈的至少一个或多个(例如,所示4个)的中心轴路径710中接收对齐销1113。一旦接收了对齐销1113,对应的丝线线圈的绕组绕着对应的对齐销1113缠绕。一旦放好,去除掉的顶壁1007a或底壁1007b可以重新与加热元件601附连,从而基于对齐销与加热丝线线圈的相互作用,相对于成形腔体1111锁入正确的取向。在一些实施方式中,对齐销可以包括与单体块材料相同或者相似的材料。在一些实施方式中,对齐销可以整合成为浇铸单体块513的永久部分。
如图13所示,然后可以通过材料源903倒入或者任意其他方式引入材料901(例如,胶合剂),以使得材料绕着模具1001的成形腔体1111中的加热段511a、511b移动,从而将加热段至少部分地封装在模具1001的成形腔体1111中的材料的共同体内。事实上,如图13所示,可以将所有的加热段完全地封装在绕着模具1001的成形腔体1111中的所述多个加热段511a、511b移动的材料的共同体中。一旦材料901移动到位,当其置于模具1001的成形腔体1111中的时候,材料901的共同体可以转化为固体材料的单体块513,如图14所示。如图14所示,单体块513可以包括加热装置403的所有加热段511a、511b。
如图15所示,在一些实施方式中,方法还可以包括在将单体块浇铸成固体形式之后以及在将加热装置403放置在内腔体401中之前,从单体块513去除模具1001。如图16所示,可以在使得模具1001的成形腔体1111中的材料体901转化为单体块513之后,将加热装置403放置在内腔体401中。事实上,单体块513可以以线性方向1601插入开口509进入内腔体401中,达到图5所示的位置。任选地,然后可以安装支架411以帮助将加热装置403维持在内腔体401中。
参见图4,在运行中,来自温度传感器611(参见图6)的信号可以通过通讯线路413的方式传输到控制装置415。控制装置415可以是可编程逻辑控制器,并且可以构造成(例如,“编程”、“编码”、“设计”和/或“制造”成)向调节器417传递信号,从而基于温度传感器611接收到的信号调节通过直流电源419提供到电路的直流电量。参见图5,因此,可以通过调节流动通过加热段511a、511b的电流,来控制加热段511a、511b的温度。来自加热段的热量可以通过导热单体块513达到边缘引导件211a、211b的下部部分219的壁503a、503b的内表面501a、501b。然后,热量可以传导通过壁503a、503b,从内表面501a、501b到达面朝外的接触表面221a、221b。因此,可以将面朝外的接触表面221a、221b加热到阻碍或防止玻璃在面朝外的接触表面221a、221b上发生失透的温度。与此同时,控制装置415可以调节温度以避免面朝外的接触表面221a、221b的过热,这可能导致在面朝外的接触表面221a、221b上通过的熔融玻璃的过热,否则的话这可能导致玻璃带103的宽度“W”发生不合乎希望的衰减。
如上文所述,本公开的实施方式可以提供有任选的单体块513。如上文进一步所述,在一些实施方式中,加热段511a、511b可以任选地包括多个丝线线圈603a、603b。无论是否提供单体块513,所述多个丝线线圈603a、603b可以放置在内腔体中,使得绕着线性线圈轴709缠绕的绕组可以以下游方向延伸,成形楔209的那对倾斜表面部分207a、207b沿着所述下游方向会聚以形成成形楔209的根部145。在一些实施方式中,下游方向可以包括拉制方向157。因此,从图4、5和7可以理解的是,一旦将所述多个丝线线圈603a、603b安装在内腔体401中以及相对于成形楔209安装了边缘引导件,所述多个丝线线圈603a、603b中的每一个的中心轴路径710的线性线圈轴709可以以下游方向(例如,拉制方向157)延伸。在一些实施方式中,如图7所示,中心轴路径701的线性线圈轴709可以以下游方向延伸,其中,线性线圈轴709的一个方向分量以下游方向延伸,使得在线性线圈轴709与下游方向之间存在不是90°的角度。如图7进一步所示,在一些实施方式中,中心轴路径701的线性线圈轴709可以以与下游方向一致的方向延伸,其中,在线性线圈轴709与下游方向之间存在0°角度。提供以下游方向(例如,角度不等于90°,例如是0°)延伸的所述多个丝线线圈603a、603b中的每一个的中心轴路径701的线性线圈轴709,这可以有助于所述多个丝线线圈603a、603b相对于内腔体401的放置和/或可以有助于在实施方式中维持所需的丝线线圈603a、603b的取向,所述实施方式涉及使得材料绕着所述多个丝线线圈移动从而至少部分地将所述多个丝线线圈中的每一个封装在材料的共同体中,之后使得材料的共同体转化为单体块。事实上,此类取向可以对使用对齐销1113来取向丝线线圈进行简化,不需要对齐销的端部延伸到边缘引导件的壁503a、503b,从而避免了可能对丝线线圈到壁503a、503b的热传输效率造成干扰。为了实现这种取向,在一些实施方式中,对齐销1113可以与模具的顶壁1007a和底壁1007b相互作用(参见图10)而没有啮合侧壁1003a、1003b,从而有助于放置对齐销1113远离单体块513面朝壁503a、503b的内表面501a、501b的表面。
在一些实施方式中,可以在具有或不具有模具的情况下提供一个或多个定位销1113。在一些实施方式中,至少一个丝线线圈包括绕着定位销1113缠绕的绕组,其具有对齐轴,所述对齐轴可以以沿着中心轴路径701的线性线圈轴709的下游方向延伸,如上文所述。在一些实施方式中,方法可以包括将至少一个对齐销1113插入穿过所述多个丝线线圈中的至少一个的中心轴路径710,以及将对齐销安装到模具1001从而将所述多个丝线线圈在模具1001的成形腔体1111中对齐至预定取向。
在一些实施方式中,所述多个丝线线圈可以分别被至少部分封装在位于边缘引导件的内腔体401中的单体块513中。在一些实施方式中,可以使得材料901绕着所述多个丝线线圈移动,从而至少部分地将所述多个丝线线圈封装在材料的共同体内,如图9和13所示。然后,材料的共同体可以转化为含有所述多个丝线线圈中的每一个的单体块513,如图5和14-16所示。
例如,如图5所示,所述多个丝线线圈中的每一个可以布置在边缘引导件的内腔体401中。如图9所示,材料901可以绕着所述多个丝线线圈中的每一个在边缘引导件的内腔体401中移动,从而材料的共同体被容纳在边缘引导件的内腔体中。如果提供的话,定位销1113可以在材料901绕着所述多个丝线线圈中的每一个移动时,帮助维持所述多个丝线线圈在内腔体401中的所需取向。如图5所示,当位于边缘引导件的内腔体401中的同时,材料的共同体可以被转化为单体块513。
在一些实施方式中,可以在将材料901的共同体转化为单体块513之后,将所述多个丝线线圈中的每一个放置在内腔体401中。如所示,在图12中,方法可以包括将所述多个丝线线圈中的每一个布置在模具的成形腔体1111中。在一些实施方式中,布置可以包括将所述至少一个对齐销1113插入穿过中心轴路径710,将对齐销1113安装到模具(例如,顶壁1007a和底壁1007b),从而将所述多个丝线线圈对齐至模具1001的成形腔体1111内的预定取向。如图13所示,方法还可以包括使得材料901绕着所述多个丝线线圈中的每一个移动,从而至少部分地将所述多个丝线线圈中的每一个封装在材料901的共同体内。如果提供的话,定位销1113可以在材料901绕着所述多个丝线线圈中的每一个移动时,帮助维持所述多个丝线线圈在模具1001的成形腔体1111中的所需取向。如图14所示,然后方法还可以包括:在所述多个丝线线圈中的每一个位于模具1001的成形腔体1111中的同时,将材料901的共同体转化为单体块513。
如图15所示,在一些实施方式中,方法还可以包括在将所述多个丝线线圈中的每一个放置在内腔体1111中之前,从单体块513去除模具1001。
本文所述的实施方式和功能性操作可用于数字电路或计算机软件、固件或硬件,包括本说明书所揭示的结构及其结构等价形式,或者它们中的一个或多个的组合。本文所述的实施方式可用作一种或多种计算机程序产品,即有形程序载体上进行编码的计算机程序指令的一个或多个模块,用于执行数据处理设备或者控制数据处理设备的操作。有形程序载体可以是计算机可读取介质。计算机可读取介质可以是机器可读取的储存装置、机器可读取的储存基材、存储装置或者它们中的一个或多个的组合。
术语“处理器”或“控制器”可以包括用于处理数据的所有设备、装置和机器,包括例如可编程处理器、计算机或者多个处理器或计算机。除了硬件之外,处理器还可包括编码,其对于所讨论的计算机程序产生执行环境,例如构成处理器固件、协议栈、数据库管理系统、操作系统或者它们中的一个或多个的组合的编码。
计算机程序(也称为程序、软件、软件应用、脚本或编码)可以任何形式的编程语言编写,包括汇编或编译语言或者声明或过程语言,且其可以任何形式配置,包括作为独立程序或者作为模块、组件、子例程或者其他适合在计算机环境中使用的单元。计算机程序不一定对应文件系统中的文件。程序可以储存在装载其他程序或数据的一部分文件中(例如,储存在标记语言文档的一个或多个脚本),储存在致力于所讨论的程序的单个文件中,或者储存在多个并列文件中(例如,储存一个或多个模块、子程序或部分编码的文件)。计算机程序可用于在一台计算机或多台计算机上执行,它们位于一处或分布在多处并通过通讯网络相互连接。
可以通过一个或多个可编程处理器执行本文所述的工艺,所述可编程处理器执行一个或多个计算机程序以通过对输入数据进行操作并产生输出从而执行功能。可以通过设备执行工艺和逻辑流,并且可以作为特殊目的逻辑电路,例如FPGA(现场可编程门阵列)或ASIC(专用集成电路)执行,这些仅仅是举例。
适用于执行计算机程序的处理器包括例如,通用微处理器和特殊目的微处理器,以及任意类型的数字计算器的任意一个或多个处理器。一般而言,处理器从只读存储器或随机存取存储器或两者接收指令和数据。计算机的基本元件是用于执行指令的处理器以及用于存储指令和数据的一种或多种数据存储装置。通常,计算机还会包括从一种或多种大型储存装置接收数据和/将数据转移到一种或多种大型储存装置,或者操作性地与它们相连用于储存数据,所述一种或多种大型储存装置是例如,磁盘、磁光盘或光盘。但是,计算机不一定需要此类装置。此外,计算机可嵌入另一装置中,例如移动电话、个人数字助理(PDA),这些仅仅是举例。
适用于储存计算机程序指令和数据的计算机可读取介质包括:所有形式的数据存储器,包括非易失性存储器、介质和储存装置,包括例如半导体储存装置,如EPROM、EEPROM和闪存装置;磁盘,例如内部硬盘或可移除盘;磁光盘;以及CD-ROM和DVD-ROM盘。可以通过特殊目的逻辑电路执行处理器和存储器,或者将它们结合到其中。
为了提供与用户的交互,可在具有诸如用于向用户显示信息的CRT(阴极射线管)或LCD(液晶显示器)监视器之类的显示设备以及用户可以籍之向计算机提供输入的键盘和诸如鼠标或跟踪球的定位设备或者触摸屏的计算机上实现本文所述的实施方式。也可使用其他类型的装置以提供与用户的交互,例如可以任意形式接受来自用户的输入,包括声音输入、语音输入或触觉输入。
可在计算机系统中执行本文所述的实施方式,所述计算机系统包括诸如作为数据服务器的后端组件,或者包括诸如应用服务器的中间件组件,或者包括诸如具有图形用户界面或因特网浏览器的客户计算机的前端组件,用户可以通过所述图形用户界面或因特网浏览器与本文所述主题的实践方式交互,或者此类后端、中间或前端组件的一个或多个的任意组合。系统的组件可通过诸如通信网络的任何形式或介质的数字数据通信来相互连接。通讯网络的例子包括局域网(“LAN”)或广域网(“WAN”),例如因特网。
计算机系统可包括客户机和服务器。客户机和服务器一般相距甚远且通常通过通讯网络进行交互。客户机和服务器的关系根据在相应计算机上运行且彼此具有客户机-服务器关系的计算机程序来产生。
会理解的是,所揭示的各种实施方式可涉及与特定实施方式一起描述的特定特征、元素或步骤。还会理解的是,虽然结合一个具体的实施方式描述了具体特征、元素或步骤,但是不同实施方式可以以各种未示出的组合或变换形式相互交换或结合。
还要理解的是,本文所用的术语“该”、“一个”或“一种”表示“至少一个(一种)”,不应局限为“仅一个(一种)”,除非明确有相反的说明。类似地,“多个”旨在表示“不止一个”。
本文中,范围可以表示为从“约”一个具体值和/或到“约”另一个具体值的范围。当表述这种范围时,实施方式包括自某一具体值始和/或至另一具体值止。类似地,当使用前缀“约”表示数值为近似值时,应理解,具体数值形成另一个实施方式。还会理解的是,每个范围的端点值在与另一个端点值有关和与另一个端点值无关时,都是有意义的。
本文所用术语“基本”、“基本上”及其变化形式旨在表示所描述的特征与数值或描述相等同或近似相同。
除非另有表述,否则都不旨在将本文所述的任意方法理解为需要使其步骤以具体顺序进行。因此,当方法权利要求实际上没有陈述为其步骤遵循一定的顺序或者其没有在权利要求书或说明书中以任意其他方式具体表示步骤限于具体的顺序,都不旨在暗示该任意特定顺序。
虽然会用过渡语“包括”来公开特定实施方式的各种特征、元素或步骤,但是要理解的是,这暗示了包括可采用过渡语“由......构成”、“基本由......构成”描述在内的替代实施方式。因此,例如,对包含A+B+C的设备的隐含的替代性实施方式包括设备由A+B+C组成的实施方式和设备主要由A+B+C组成的实施方式。
对本领域的技术人员而言,显而易见的是,可以在不偏离所附权利要求的范围和精神的情况下对本文进行各种修改和变动。因此,本公开涵盖对本文实施方式的修改和变动,只要它们落在所附权利要求及其等同方案的范围之内。
Claims (40)
1.一种设备,其包括:
楔,所述楔包括一对倾斜表面部分,它们沿着下游方向会聚以形成楔的根部;
与所述一对倾斜表面部分中的至少一个相交的边缘引导件,所述边缘引导件包括内腔体;以及
置于内腔体中的加热装置,所述加热装置包括至少部分封装在单体块内的多个加热段。
2.如权利要求1所述的设备,其中,所述单体块包括胶合剂。
3.如权利要求1或2所述的设备,其中,所述单体块包括氧化铝。
4.如权利要求3所述的设备,其中,氧化铝占单体块的95%至98%。
5.如权利要求1-4中任一项所述的设备,其中,所述加热段包括多个丝线线圈。
6.如权利要求5所述的设备,其中,所述丝线是实心的。
7.如权利要求5-6中任一项所述的设备,其中,所述多个丝线线圈中的每一个包括绕着对应线性线圈轴缠绕的绕组。
8.如权利要求7所述的设备,其中,每个线性线圈轴沿着共用方向延伸。
9.如权利要求5-8中任一项所述的设备,其中,所述多个丝线线圈至少包括:沿着第一行对齐的第一组丝线线圈,和沿着第二行对齐的第二组丝线线圈,所述第二行与所述第一行偏离开。
10.如权利要求9所述的设备,其中,所述第二组丝线线圈相对于所述第一组丝线线圈是错开的。
11.如权利要求1-10中任一项所述的设备,其中,支架将加热装置保持在内腔体中。
12.一种制造权利要求1所述设备的方法,其包括:
将所述多个加热段布置成相对于彼此呈一定取向;
使得材料绕着加热段移动,从而至少部分地将加热段封装在材料的共同体内;以及
将材料的共同体转化为含有加热装置的所有加热段的单体块。
13.如权利要求12所述的方法,其中,所述多个加热段布置在边缘引导件的内腔体中,材料绕着边缘引导件的内腔体中的加热段移动,从而材料的共同体容纳在边缘引导件的内腔体中,以及当位于边缘引导件的内腔体中的时候,材料的共同体转化为单体块。
14.如权利要求12所述的方法,其中,在将材料的共同体转化为单体块之后,将加热装置放置在内腔体中。
15.如权利要求14所述的方法,其包括:
将所述多个加热段布置成相对于彼此呈一定取向位于模具的成形腔体中;
使得材料绕着加热段在模具的成形腔体中移动,从而至少部分地将加热段封装在材料的共同体内;以及
在所述多个加热段位于模具的成形腔体中的同时,将材料的共同体转化为单体块。
16.如权利要求15所述的方法,其还包括在将加热装置放置在内腔体中之前,从单体块去除模具。
17.如权利要求12-16中任一项所述的方法,其中,绕着加热段移动的材料包括胶合剂。
18.如权利要求12-17中任一项所述的方法,其中,单体块包括氧化铝。
19.如权利要求18所述的方法,其中,氧化铝占单体块的95%至98%。
20.如权利要求12-19中任一项所述的方法,其中,至少一个对齐销与所述多个加热段中的至少一个加热段相互作用,从而将所述多个加热段布置成相对于彼此呈一定取向。
21.一种设备,其包括:
楔,所述楔包括一对倾斜表面部分,它们沿着下游方向会聚以形成楔的根部;
与所述一对倾斜表面部分中的至少一个相交的边缘引导件,所述边缘引导件包括内腔体;以及
布置在内腔体中的多个丝线线圈,所述多个丝线线圈中的每一个包括绕着对应线性线圈轴缠绕的绕组,所述线性线圈轴以下游方向延伸。
22.如权利要求21所述的设备,其中,所述多个丝线线圈中的每一个的丝线是实心的。
23.如权利要求21或22所述的设备,其中,每个线性线圈轴沿着共用方向延伸。
24.如权利要求21-23中任一项所述的设备,其中,所述多个丝线线圈至少包括:沿着第一行对齐的第一组丝线线圈,和沿着第二行对齐的第二组丝线线圈,所述第二行与所述第一行偏离开。
25.如权利要求24所述的设备,其中,所述第二组丝线线圈相对于所述第一组丝线线圈是错开的。
26.如权利要求21-25中任一项所述的设备,其中,至少一个丝线线圈包括绕着对齐销缠绕的绕组,所述对齐销具有以下游方向延伸的对齐轴。
27.如权利要求21-26中任一项所述的设备,其中,所述多个丝线线圈分别被至少部分封装在位于内腔体中的单体块中。
28.如权利要求27所述的设备,其中,所述单体块包括胶合剂。
29.如权利要求27或28所述的设备,其中,所述单体块包括氧化铝。
30.如权利要求29所述的设备,其中,氧化铝占单体块的95%至98%。
31.如权利要求27-30中任一项所述的设备,其中,支架将单体块保持在内腔体中。
32.一种制造权利要求21所述设备的方法,其包括:
布置所述多个丝线线圈;
使得材料绕着所述多个丝线线圈移动,从而至少部分地将所述多个丝线线圈中的每一个封装在材料的共同体内;以及
将材料的共同体转化为含有所述多个丝线线圈中的每一个的单体块。
33.如权利要求32所述的方法,其中,所述多个丝线线圈中的每一个布置在边缘引导件的内腔体中,材料绕着边缘引导件的内腔体中的所述丝线线圈中的每一个移动,从而材料的共同体容纳在边缘引导件的内腔体中,以及当位于边缘引导件的内腔体中的时候,材料的共同体转化为单体块。
34.如权利要求32所述的方法,其中,在将材料的共同体转化为单体块之后,将所述多个丝线线圈中的每一个放置在内腔体中。
35.如权利要求34所述的方法,其包括:
将所述多个丝线线圈中的每一个布置在模具的成形腔体中;
使得材料绕着所述多个丝线线圈中的每一个移动,从而至少部分地将所述多个丝线线圈中的每一个封装在材料的共同体内;以及
在所述多个丝线线圈中的每一个位于模具的成形腔体中的同时,将材料的共同体转化为单体块。
36.如权利要求35所述的方法,其还包括在将所述多个丝线线圈中的每一个放置在内腔体中之前,从单体块去除模具。
37.如权利要求35或36中任一项所述的方法,其还包括将至少一个对齐销插入穿过所述多个丝线线圈中的至少一个的中心轴路径,以及将对齐销安装到模具从而将所述多个丝线线圈在模具的成形腔体中对齐至预定取向。
38.如权利要求32-37中任一项所述的方法,其中,绕着所述多个丝线线圈中的每一个移动的材料包括胶合剂。
39.如权利要求32-38中任一项所述的方法,其中,单体块包括氧化铝。
40.如权利要求39所述的方法,其中,氧化铝占单体块的95%至98%。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762491384P | 2017-04-28 | 2017-04-28 | |
| US62/491,384 | 2017-04-28 | ||
| PCT/US2018/029744 WO2018200928A2 (en) | 2017-04-28 | 2018-04-27 | Edge directors including an interior heating device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110831905A true CN110831905A (zh) | 2020-02-21 |
Family
ID=63918788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880028090.1A Pending CN110831905A (zh) | 2017-04-28 | 2018-04-27 | 包括内部加热装置的边缘引导件 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11440830B2 (zh) |
| JP (1) | JP7148547B2 (zh) |
| KR (1) | KR102490511B1 (zh) |
| CN (1) | CN110831905A (zh) |
| TW (1) | TWI791517B (zh) |
| WO (1) | WO2018200928A2 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115697922A (zh) * | 2020-06-18 | 2023-02-03 | 日本电气硝子株式会社 | 玻璃物品的制造装置以及其制造方法 |
| CN115916712A (zh) * | 2020-06-18 | 2023-04-04 | 日本电气硝子株式会社 | 玻璃物品的制造装置以及其制造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114144382A (zh) * | 2019-07-01 | 2022-03-04 | 康宁公司 | 玻璃形成装置及方法 |
| JP7546060B2 (ja) | 2020-09-10 | 2024-09-05 | 日立Astemo株式会社 | 車両用支持構造体および車両用支持構造体の製造方法 |
| WO2025058762A1 (en) * | 2023-09-11 | 2025-03-20 | Corning Incorporated | Burner for prevention of devitrified glass during glass manufacturing |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0763962A2 (en) * | 1995-09-08 | 1997-03-19 | Inductotherm Corp. | Induction heating coil assembly for prevention of circulating currents in induction heating lines for continuous-cast products |
| CN101128399A (zh) * | 2005-02-24 | 2008-02-20 | 康宁股份有限公司 | 制造玻璃板的方法和设备 |
| CN101505556A (zh) * | 2009-03-13 | 2009-08-12 | 深圳市恒拓科技有限公司 | 加热线圈、感应加热设备及该加热线圈的制造方法 |
| CN103574884A (zh) * | 2012-07-24 | 2014-02-12 | 贝洱两合公司 | 加热装置 |
| CN105050969A (zh) * | 2012-12-21 | 2015-11-11 | 康宁股份有限公司 | 用感应加热使得边缘引导件上的失透最小化的方法和设备 |
| CN105682275A (zh) * | 2016-03-30 | 2016-06-15 | 大连理工大学 | 一种一体式耐高温电磁感应线圈 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3506429A (en) * | 1967-01-03 | 1970-04-14 | Corning Glass Works | Apparatus for improving thickness uniformity in down drawn glass sheet |
| BE757057A (fr) * | 1969-10-06 | 1971-04-05 | Corning Glass Works | Procede et appareil de controle d'epaisseur d'une feuille de verre nouvellement etiree |
| DE3129239A1 (de) * | 1981-07-24 | 1983-02-10 | E.G.O. Elektro-Geräte Blanc u. Fischer, 7519 Oberderdingen | Elektrischer heizkoerper fuer die beheizung einer platte und verfahren zu seiner herstellung |
| JP2517032B2 (ja) * | 1987-12-25 | 1996-07-24 | 松下冷機株式会社 | 自動販売機の誘導加熱装置 |
| WO2000068157A1 (en) * | 1999-05-10 | 2000-11-16 | Pirelli Cavi E Sistemi S.P.A. | Method and induction furnace for drawing large diameter preforms to optical fibres |
| US7690221B2 (en) * | 2004-02-23 | 2010-04-06 | Corning Incorporated | Sheet width control for overflow downdraw sheet glass forming apparatus |
| US8042361B2 (en) * | 2004-07-20 | 2011-10-25 | Corning Incorporated | Overflow downdraw glass forming method and apparatus |
| US7409839B2 (en) * | 2005-04-29 | 2008-08-12 | Corning Incorporated | Method and apparatus for making a glass sheet |
| US7705276B2 (en) | 2006-09-14 | 2010-04-27 | Momentive Performance Materials Inc. | Heater, apparatus, and associated method |
| CN102471122B (zh) * | 2009-07-13 | 2014-06-18 | 旭硝子株式会社 | 玻璃板的制造方法及制造装置 |
| US20110100057A1 (en) * | 2009-10-29 | 2011-05-05 | Gaylo Keith R | Method and apparatus for reducing heat loss from edge directors in a glass making process |
| TWI540107B (zh) | 2010-01-19 | 2016-07-01 | 康寧公司 | 用於熔合曳引玻璃帶的設備與方法 |
| US8176753B2 (en) | 2010-02-26 | 2012-05-15 | Corning Incorporated | Methods and apparatus for reducing heat loss from an edge director |
| US9073773B2 (en) | 2011-03-11 | 2015-07-07 | Saint-Gobain Ceramics & Plastics, Inc. | Refractory object, glass overflow forming block, and process for glass object manufacture |
| JP5724552B2 (ja) * | 2011-04-01 | 2015-05-27 | 日本電気硝子株式会社 | 薄板ガラス製造装置 |
| US8459062B2 (en) * | 2011-09-27 | 2013-06-11 | Corning Incorporated | Apparatus and methods for producing a glass ribbon |
| US20130133370A1 (en) * | 2011-11-28 | 2013-05-30 | Olus Naili Boratav | Apparatus for reducing radiative heat loss from a forming body in a glass forming process |
| US8794034B2 (en) * | 2012-05-29 | 2014-08-05 | Corning Incorporated | Apparatus for forming glass with edge directors and methods |
| GB2504074A (en) | 2012-07-16 | 2014-01-22 | Nicoventures Holdings Ltd | Electronic cigarette |
| CN102765869B (zh) | 2012-07-30 | 2015-07-29 | 彩虹显示器件股份有限公司 | 一种平板玻璃制造用铂金加热装置 |
| US9725349B2 (en) * | 2012-11-28 | 2017-08-08 | Corning Incorporated | Glass manufacturing apparatus and methods |
| US9914657B2 (en) * | 2013-04-30 | 2018-03-13 | Corning Incorporated | Apparatus and method for thermal profile control in an isopipe |
| KR20160090324A (ko) * | 2013-11-26 | 2016-07-29 | 코닝 인코포레이티드 | 유리 제조 장치 및 유리 리본 제조 방법 |
| US9512025B2 (en) | 2014-05-15 | 2016-12-06 | Corning Incorporated | Methods and apparatuses for reducing heat loss from edge directors |
| US20170066673A1 (en) | 2015-09-09 | 2017-03-09 | Corning Incorporated | Glass manufacturing apparatuses and methods for operating the same |
| KR102526723B1 (ko) * | 2016-05-23 | 2023-04-27 | 코닝 인코포레이티드 | 유리 제조 방법 및 장치 |
| US10065880B2 (en) * | 2016-11-07 | 2018-09-04 | Corning Incorporated | Lithium containing glasses |
| EP3535220B1 (en) * | 2016-11-07 | 2021-11-17 | Corning Incorporated | Low viscosity glasses |
| CN110650925A (zh) * | 2017-04-24 | 2020-01-03 | 康宁股份有限公司 | 熔合拉制设备及制造玻璃带的方法 |
-
2018
- 2018-04-27 KR KR1020197035206A patent/KR102490511B1/ko active Active
- 2018-04-27 TW TW107114408A patent/TWI791517B/zh active
- 2018-04-27 WO PCT/US2018/029744 patent/WO2018200928A2/en active Application Filing
- 2018-04-27 JP JP2019558772A patent/JP7148547B2/ja active Active
- 2018-04-27 US US16/608,300 patent/US11440830B2/en active Active
- 2018-04-27 CN CN201880028090.1A patent/CN110831905A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0763962A2 (en) * | 1995-09-08 | 1997-03-19 | Inductotherm Corp. | Induction heating coil assembly for prevention of circulating currents in induction heating lines for continuous-cast products |
| CN101128399A (zh) * | 2005-02-24 | 2008-02-20 | 康宁股份有限公司 | 制造玻璃板的方法和设备 |
| CN101505556A (zh) * | 2009-03-13 | 2009-08-12 | 深圳市恒拓科技有限公司 | 加热线圈、感应加热设备及该加热线圈的制造方法 |
| CN103574884A (zh) * | 2012-07-24 | 2014-02-12 | 贝洱两合公司 | 加热装置 |
| CN105050969A (zh) * | 2012-12-21 | 2015-11-11 | 康宁股份有限公司 | 用感应加热使得边缘引导件上的失透最小化的方法和设备 |
| CN105682275A (zh) * | 2016-03-30 | 2016-06-15 | 大连理工大学 | 一种一体式耐高温电磁感应线圈 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115697922A (zh) * | 2020-06-18 | 2023-02-03 | 日本电气硝子株式会社 | 玻璃物品的制造装置以及其制造方法 |
| CN115916712A (zh) * | 2020-06-18 | 2023-04-04 | 日本电气硝子株式会社 | 玻璃物品的制造装置以及其制造方法 |
| CN115916712B (zh) * | 2020-06-18 | 2025-03-14 | 日本电气硝子株式会社 | 玻璃物品的制造装置以及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190136110A (ko) | 2019-12-09 |
| US20200095154A1 (en) | 2020-03-26 |
| TW201902840A (zh) | 2019-01-16 |
| JP2020518539A (ja) | 2020-06-25 |
| JP7148547B2 (ja) | 2022-10-05 |
| US11440830B2 (en) | 2022-09-13 |
| TWI791517B (zh) | 2023-02-11 |
| WO2018200928A3 (en) | 2018-12-27 |
| KR102490511B1 (ko) | 2023-01-19 |
| WO2018200928A2 (en) | 2018-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110831905A (zh) | 包括内部加热装置的边缘引导件 | |
| JP5898750B2 (ja) | 熱調節によるガラス流管理 | |
| KR102606261B1 (ko) | 유리 시트의 두께를 제어하기 위한 방법 및 장치 | |
| KR20130111970A (ko) | 이동하는 유리 시트의 적외선 가열 및/또는 냉각을 위한 방사 시준기 | |
| TW201726566A (zh) | 具有冷卻裝置的玻璃製造設備及其使用方法 | |
| TWI485447B (zh) | 光傳送媒體成形方法、光傳送媒體成形裝置及光傳送媒體製造方法 | |
| TWI737646B (zh) | 用於形成玻璃條帶的方法及裝置 | |
| EP1486806A1 (en) | Optical fiber array substrate and manufacturing method thereof | |
| KR102705502B1 (ko) | 유리 제조 장치 및 방법들 | |
| US12227877B2 (en) | Continuous replenishment crystal growth | |
| TW201522254A (zh) | 製造玻璃帶之玻璃製造設備及方法 | |
| CN110719895A (zh) | 玻璃制造设备和方法 | |
| CN1032265C (zh) | 改进的导模法及其设备所用湿尖导模 | |
| US20220162772A1 (en) | System for growing crystal sheets | |
| KR20170066487A (ko) | 용융 유리의 유동을 변경시키는 방법 및 이를 위한 장치 | |
| JP5004962B2 (ja) | シリコンパネルに所定のパターンを製造するための方法並びに装置 | |
| JP2019526524A (ja) | ガラス製造装置及び方法 | |
| EP3134362B1 (en) | Apparatus and method of manufacturing composite glass articles | |
| WO2019195632A1 (en) | Apparatus for heating molten material | |
| US20210053857A1 (en) | Devices and methods for heating molten material | |
| KR20150127350A (ko) | 유리 용융물 이송 장치 및 이를 이용한 유리 융용물 이송 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |