CN102049838A - Method for molding metal piece with view window and plastic molding product and application thereof - Google Patents
Method for molding metal piece with view window and plastic molding product and application thereof Download PDFInfo
- Publication number
- CN102049838A CN102049838A CN2010105385106A CN201010538510A CN102049838A CN 102049838 A CN102049838 A CN 102049838A CN 2010105385106 A CN2010105385106 A CN 2010105385106A CN 201010538510 A CN201010538510 A CN 201010538510A CN 102049838 A CN102049838 A CN 102049838A
- Authority
- CN
- China
- Prior art keywords
- metalwork
- forming method
- plastic
- metal piece
- window
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
The invention relates to a method for molding a metal piece with a view window and plastic molding product and application thereof. The molding method comprises the steps of: acquiring a metal piece provided with a view window; processing a plurality of grooves on the inner surface of the metal piece; preheating the metal piece and completely filling the grooves with hot melt adhesives; and placing the metal piece provided with the hot melt adhesive in a female die of a die, heating the die, ejecting plastic to the inside of the female die of the die, the inner surface of the metal piece and the window of the metal piece, and filling the female die to mold the plastic and the metal piece into a whole so as to form the metal piece with a view window and plastic molding product. The invention also relates to the application of the molding method in the molding products. In the invention, because an integrated molding method is adopted to mold the metal piece with a window and plastic into a whole, the size of a molding product is effectively reduced, the weight of the molding product is lowered, and meanwhile, the preparation processes of the molding product and the production cost are decreased.
Description
Technical field
The present invention relates to a kind of moulding product forming method and application thereof, relate in particular to a kind of metalwork and plastic rubber shaping product forming method and application thereof with viewing window.
Background technology
Along with science and technology development, portable type electronic product is satisfying communication, when outward appearance etc. require, also must satisfy the requirement of qualities such as intensity.Portable type electronic product is falling back phenomenons such as appearance cracking or fracture easily because of carelessness owing to their in light weight and thin thickness influences its intensity.The researcher generally can select the material that intensity is higher and pliability is moderate for use in order to solve strength problem.If the structural strength of material own is not enough, then generally can adds metalwork and adopt modes such as in-mould injection (insert molding) or assembling (Assembly) metal to guarantee the intensity of electronic product.
For the embedding of large-area metal, or often need punch processing such as increasing button bit on sheet metal, processed complex, yield are not high, thereby cause cost higher.Because the bond strength of plastic cement and metal is not high, the metal processed complex often causes the researcher to limit to some extent in the selection of design and material simultaneously.
It is bonding injection moulding (MAM) technology in the metal pattern that a kind of forming method is arranged at present, directly that metal and plastic cement is one-body molded in mould, this technology is lower for the requirement of sheet metal, seldom wanting design such as button bit to reach is plastic cement and the full high strength bond that belongs to, simplified metal working process, improve yields, reduce cost.But do not have at metal product under the situation of button bit, the adhesion between plastic rubber surface and the metal covering is poor, even metal line face is handled, fall with pulling force side examination in, still not ideal enough in conjunction with effect.If metalwork is placed on in-mould injection, allow some positions of metalwork be mounted to the plastic parts the inside, so also can increase the bond strength of metalwork and plastic parts, but the structure of metalwork tends to very complicated like this, increased the difficulty of product on structural design, be unfavorable for large-scale production, also be unfavorable for saving cost.
At present, for the preparation of the portable type electronic product shell that is provided with electronic display is that window place on metal shell adopts the viscose glue mode layer of transparent plastic cement that bonds, the outer casing thickness that this kind is provided with viewing window is thicker, thereby cause portable type electronic product volume, weight bigger, can not satisfy the light and handy notion of portable type electronic product, and bonding plastic cement easily separates with metalwork, thereby causes the portable type electronic product total quality not high.
Summary of the invention
Problems such as the embodiment of the invention provides the high metalwork with viewing window of a kind of bond strength and plastic rubber shaping product forming method and application thereof, and is not high to solve in the existing forming method bond strength, and volume and weight is bigger.
Solving the technical scheme that technical problem of the present invention adopts is: a kind of the have metalwork of viewing window and the forming method of plastic rubber shaping product are provided, and described forming method comprises the steps:
Obtain metalwork, described metalwork is provided with window;
Offer a plurality of grooves at the inner surface of described metalwork;
The described metalwork of preheating, and in described groove, fill up PUR;
The metalwork that will have described PUR is positioned in the master mold of mould, heat described mould, in the master mold of mould and at the inner surface of described metalwork and the window place jetting plastic and the filling master mold of described metalwork, plastic cement and metalwork are shaped to one, have the metalwork and the plastic rubber shaping product of viewing window with formation, described plastic cement is transparent or semitransparent.
The present invention also provides a kind of moulding product forming method with metalwork and plastic cement to have the metalwork of viewing window and the application in plastic rubber shaping product or the electronic device housing in preparation.
Compared with prior art, technique scheme has the following advantages at least:
The inner surface of metalwork offer a plurality of grooves when making PUR at ejection formation fixed-site and bonding firmly;
2. by the interior filling ejaculation of mould, reduce work flow, can avoid the situation of the excessive glue of PUR, and improve the yields of moulding product manufacturing and improve moulding product presentation quality;
3. at the inner surface of described metalwork and the window place jetting plastic and the filling master mold of metalwork, make be provided with the window metalwork and plastic cement one-body molded, effectively reduced moulding product volume, reduced moulding product weight, reduce moulding product preparation section simultaneously, reduced production cost.
Description of drawings
The invention will be further described below in conjunction with drawings and the embodiments, in the accompanying drawing:
Fig. 1 is the front view of the first kind of structure of metalwork among the present invention;
Fig. 2 is the front view of first kind of structure and moulding product plastic cement of metalwork among Fig. 1;
Fig. 3 is the first kind of structure of metalwork among the present invention and the phantom of moulding product after moulding of plastic cement;
Fig. 4 is the second kind of structure of metalwork among the present invention and the phantom of moulding product after moulding of plastic cement;
Fig. 5 is the phantom of the third structure of the metalwork among the present invention;
Fig. 6 is the phantom of the 4th kind of structure of the metalwork among the present invention;
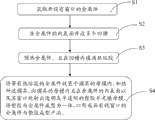
Fig. 7 has the metalwork of viewing window and the forming method flow chart of plastic rubber shaping product among the present invention.
The specific embodiment
In order to make purpose of the present invention, technical scheme and advantage clearer,, the present invention is further elaborated below in conjunction with drawings and the embodiments.Should be appreciated that the specific embodiment described herein only in order to explanation the present invention, and be not used in qualification the present invention.
A kind of metalwork and plastic rubber shaping product and forming method thereof with viewing window that the embodiment of the invention provides, this forming method are that the metalwork and the plastic rubber shaping that are used for being provided with window form the moulding product with viewing window together.This moulding product structure as shown in Figure 1 to Figure 3, these moulding product comprise metalwork 1, this metalwork 1 comprises a window 11 and an inner surface, inner surface offers at least one groove 12, these moulding product also comprise the plastic cement 3 that combines with the window 11 of this metalwork 1 inner surface and metalwork 1, and are combined in the continuous or discontinuous stratiform tack coat 2 between metalwork 1 and the plastic cement 3.Like this, the transparent or semitransparent plastic cement 3 and the window 11 that are combined in window 11 places of metalwork 1 have constituted the viewing window 11 ' of these moulding product, and the plastic cement 3 that is combined in window 11 places of metalwork 1 is an integral body with the plastic cement 3 that is combined in metalwork 1 inner surface.This metalwork and plastic rubber shaping product with viewing window have effectively reduced this moulding product volume, have reduced moulding product weight, have reduced moulding product preparation section simultaneously, have reduced production cost, have improved the resistance intensity and the quality of these moulding product.
Particularly, the inner surface of above-mentioned metalwork 1 is offered the size of opening part of groove 12 preferably the size than the inside of groove 12 is little.12 effects of this groove are that this has in the metalwork and plastic rubber shaping product process of viewing window in preparation, and PUR can be fixed on relevant position when guaranteeing to fill ejaculation in mould, can allow syncretizing effect good, and prevent that the situation of excessive glue from taking place.The little purpose of size that the opening part of this groove 12 is sized to than the inside of groove 12 is to make the cementation power of PUR and metalwork increase, and in ejection formation subsequently, is difficult for being moved the position, washes away.
Seeing also Fig. 4, is the second kind of structure and the phantom of plastic rubber shaping product after moulding of metalwork in the embodiment of the invention.The window (among Fig. 4 show) that this metalwork 20 comprises setting offers two and evenly distributes but and the identical wedge groove 22 of orientation with the part inner surface of analysing and observe at non-window position.According to the needs of bond effect, the metalwork inner surface can also be offered at least three any grooves distributed 22 in the embodiment of the invention.
In addition, as shown in Figure 5 and Figure 6, Fig. 5 is the phantom of the third structure of the metalwork among the present invention, this metalwork 30 comprises two windows (among Fig. 5 show) of setting and at the groove 32 that the part inboard offers an imperial crown shape of analysing and observe at non-window position, also can offer at least two grooves 32 side by side.Fig. 6 is the phantom of the 4th kind of structure of the metalwork among the present invention, and four windows (not showing among Fig. 6) that this metalwork 40 is provided with and its are analysed and observe the groove 42 that the part inboard offers ship shape, also can offer at least two grooves 42 side by side.Be appreciated that in the present invention the number of windows of metalwork, shape can design according to actual needs, the shape of its groove can have multiple, regular shape, also have erose.
Particularly, above-mentioned plastic cement 3 is transparent or semitransparent plastic cement, preferably clear plastic cement 3, and as shown in Figure 2, this perspex 3 can effectively increase the see-through of viewing window 11 '.Plastic cement 3 can be used for making electronic product casing, for example, can be the Merlon (PC) of 20000-60000, polymethyl methacrylate (PMMA), ABS and/or the polyvinyl chloride (PVC) etc. that molecular weight is 20000-200000 for molecular weight.The thickness of viewing window place plastic cement 3 is preferably 0.3~1.2mm.The material of metalwork 1 is not particularly limited, and is preferably the material light higher metal of intensity, for example iron, aluminium, aluminium alloy, copper, magnesium, magnesium alloy and stainless steel etc.Window 11 positions of the structure of this metalwork 1 and metalwork 1, shape are by the structural design of designer according to this product.Tack coat 2 is in order to binding metal spare 1 and plastic cement 3, and the thickness of described tack coat 2 is decided according to product size and actual needs, preferably at 0.1~0.2 millimeter.According to embodiments of the invention, tack coat 2 is preferably PUR, and this PUR is a kind of solvent, solid meltability polymer of moisture free 100% of not needing, and it is solid at normal temperatures, heating and melting becomes and can flow to uniform temperature, and the liquid of certain viscosity is arranged.There is no particular limitation for the component of PUR for the embodiment of the invention, produces the product glue phenomenon of overflowing for fear of the superfusion of PUR in follow-up Shooting Technique, and described PUR need have certain hear resistance, and the hear resistance of described PUR is greater than 220 ℃.
The embodiment of the invention has the metalwork of viewing window and plastic rubber shaping product preparation method flow process as shown in Figure 7, and simultaneously referring to figs. 1 to 3, this forming method comprises the steps:
S1. obtain metalwork 1, described metalwork is provided with window 11;
S2. offer a plurality of grooves 12 at the inner surface of described metalwork 1;
S3. the described metalwork 1 of preheating, and in described groove 12, fill up PUR;
The metalwork 1 that S4. will have described PUR is positioned in the master mold of mould, heat described mould, in the master mold of mould and at the inner surface of described metalwork 1 and the window 11 place's jetting plastic 3 and the filling master molds of described metalwork 1, thereby plastic cement 3 and metalwork 1 are shaped to one, have the metalwork and the plastic rubber shaping product of viewing window with formation, described plastic cement is transparent or semitransparent.
Particularly, among the step S1 of above-mentioned forming method, the position of the structure of metalwork 1 and metalwork 1 window 11, shape are by the structural design of designer according to this product.The material of metalwork 1 in order to save length, does not repeat them here as mentioned above.
Among the step S2 of above-mentioned forming method, offer a plurality of grooves 12 by the mode of etching or laser engraving at this metalwork 1 inner surface, the shape of this groove 12 and quantity such as above-mentioned in order to save length, do not repeat them here.
Among the step S3 of above-mentioned forming method, metalwork 1 can be preheating to uniform temperature, be preferably 100-150 ℃, better, heating-up temperature is 110 ℃, with tool PUR is pressed onto on the metalwork 1 again, makes the PUR fusions in the groove 12 of metalwork 1 at least and bonds firmly.The above-mentioned press time is 3-7 second, is preferably 6 seconds.
Among the step S4 of above-mentioned forming method, when the filling moulding, mould master mold side is by the mode of mould with water temperature or the heating of oil temperature, and master mold side mold temperature is greater than 60 ℃, and during plastic cement 3 fillings, the plastic cement 3 with uniform temperature has good engaging with PUR.After plastic cement 3 fillings were finished, PUR formed adhesive linkage 2, and adhesive linkage 2 is with plastic cement 3 and metalwork 1 firm being bonded as one, thereby formation has the metalwork and the plastic rubber shaping product of viewing window.The plastic cement 3 and the window 11 that are combined in window 11 places of metalwork 1 have constituted the viewing window 11 ' of these moulding product, and the plastic cement 3 that is combined in window 11 places of metalwork 1 is an integral body with the plastic cement 3 that is combined in metalwork 1 inner surface.
Above-mentioned have the metalwork of viewing window and the forming method of plastic rubber shaping product has following advantage at least: 1. offer in the inboard of metalwork a plurality of grooves when making PUR at ejection formation fixed-site and bonding firmly; 2. by the interior filling ejaculation of mould, reduce work flow, can avoid the situation of the excessive glue of PUR, and improve the yields of moulding product manufacturing and improve moulding product presentation quality; 3. this forming method operation is simple, is suitable for suitability for industrialized production, has reduced production cost.
Have above-mentioned advantage just because of above-mentioned moulding product forming method with metalwork and plastic cement, it can have the metalwork of viewing window and the application in the plastic rubber shaping product in preparation.This has prepared metalwork with viewing window that goes out of the moulding product forming method of metalwork and plastic cement and plastic rubber shaping product structure and advantage thereof as mentioned above, for brief length, does not repeat them here.The moulding product with metalwork and plastic cement of this preparation can be used for electronic device housing, particularly have the electronic device housing that electronics shows.
The above only is a better embodiment of the present invention, not in order to restriction the present invention, all any modifications of being done within the spirit and principles in the present invention, is equal to and replaces and improvement etc., all should be included within protection scope of the present invention.
Claims (9)
1. one kind has the metalwork of viewing window and the forming method of plastic rubber shaping product, and it is characterized in that: described forming method comprises the steps:
Obtain metalwork, described metalwork is provided with window;
Offer a plurality of grooves at the inner surface of described metalwork;
The described metalwork of preheating, and in described groove, fill up PUR;
The metalwork that will have described PUR is positioned in the master mold of mould, heat described mould, in the master mold of mould and at the inner surface of described metalwork and the window place jetting plastic and the filling master mold of described metalwork, plastic cement and metalwork are shaped to one, have the metalwork and the plastic rubber shaping product of viewing window with formation.
2. forming method as claimed in claim 1 is characterized in that: the mode of offering of the inner surface recesses of described metalwork is etching or laser engraving.
3. forming method as claimed in claim 1 or 2 is characterized in that: the size at described slot opening place is littler than the size of described inside grooves.
4. forming method as claimed in claim 1 is characterized in that: the preheat temperature of described preheating metalwork is 100 ℃~150 ℃.
5. forming method as claimed in claim 1 is characterized in that: described mold heated is by water temperature or the warm mode of heating of oil master mold to be heated to more than or equal to 60 ℃.
6. forming method as claimed in claim 1 is characterized in that: described metalwork is a kind of in iron, aluminium, aluminium alloy, copper, magnesium, magnesium alloy and the stainless steel.
7. forming method as claimed in claim 1 is characterized in that: described plastic cement is at least a in Merlon, polymethyl methacrylate, the polyvinyl chloride.
8. have the metalwork of viewing window and the application in the plastic rubber shaping product as each described forming method of claim 1~7 in preparation.
9. application as claimed in claim 8 is characterized in that: the viewing window place plastic cement thickness of described metalwork and plastic rubber shaping product is 0.3~1.2mm.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105385106A CN102049838A (en) | 2010-11-09 | 2010-11-09 | Method for molding metal piece with view window and plastic molding product and application thereof |
| PCT/CN2010/079130 WO2012062004A1 (en) | 2010-11-09 | 2010-11-25 | Molding method of metal-plastic production with window |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010105385106A CN102049838A (en) | 2010-11-09 | 2010-11-09 | Method for molding metal piece with view window and plastic molding product and application thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102049838A true CN102049838A (en) | 2011-05-11 |
Family
ID=43954799
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010105385106A Pending CN102049838A (en) | 2010-11-09 | 2010-11-09 | Method for molding metal piece with view window and plastic molding product and application thereof |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN102049838A (en) |
| WO (1) | WO2012062004A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102938986A (en) * | 2011-08-15 | 2013-02-20 | 深圳富泰宏精密工业有限公司 | Casing and manufacturing method thereof |
| CN103167768A (en) * | 2011-12-19 | 2013-06-19 | 宏达国际电子股份有限公司 | Electronic device and method of forming electronic device |
| CN103707462A (en) * | 2012-10-05 | 2014-04-09 | 星电株式会社 | Molding die, method for producing molded plastic products and molded plastic products |
| CN109203743A (en) * | 2018-08-06 | 2019-01-15 | 福建美明达鞋业发展有限公司 | Production method of three-dimensional pattern layer for shoe upper |
| CN110829103A (en) * | 2018-08-09 | 2020-02-21 | 泰科电子(上海)有限公司 | Data line and manufacturing method thereof |
| CN113604069A (en) * | 2021-06-17 | 2021-11-05 | 漳州市品源塑胶模具有限公司 | Plastic shell of electronic product and preparation method thereof |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6264905B2 (en) * | 2014-01-31 | 2018-01-24 | 住友電気工業株式会社 | Composite member and method of manufacturing composite member |
| CN114885546A (en) * | 2022-05-17 | 2022-08-09 | 广东长盈精密技术有限公司 | Electronic product shell, injection molding method and manufacturing method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1354461A2 (en) * | 2000-12-29 | 2003-10-22 | Vertu Ltd | A casing |
| CN101683757A (en) * | 2008-09-25 | 2010-03-31 | 比亚迪股份有限公司 | Forming method and product thereof |
| CN101877951A (en) * | 2009-04-27 | 2010-11-03 | 阿尔科斯公司 | Case for electronic device, device including same, and method for manufacturing same |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006095781A1 (en) * | 2005-03-10 | 2006-09-14 | Nissha Printing Co., Ltd. | Process for producing housing for electronic equipment |
| DE102005047334B4 (en) * | 2005-09-30 | 2007-12-06 | Balda Solutions Deutschland Gmbh | Process for producing a plastic molding |
| CN1993027A (en) * | 2005-12-30 | 2007-07-04 | 深圳富泰宏精密工业有限公司 | Portable electronic device casing and manufacturing method thereof |
| KR100751943B1 (en) * | 2006-03-28 | 2007-08-24 | 엘지전자 주식회사 | External case and mobile terminal having same |
| US8644011B2 (en) * | 2009-02-06 | 2014-02-04 | Kevin Parkinson | Electronic device cover and method of making same |
| KR101127101B1 (en) * | 2009-02-10 | 2012-03-23 | 제일모직주식회사 | In-mold type roof antena and it's manufacturing method |
-
2010
- 2010-11-09 CN CN2010105385106A patent/CN102049838A/en active Pending
- 2010-11-25 WO PCT/CN2010/079130 patent/WO2012062004A1/en not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1354461A2 (en) * | 2000-12-29 | 2003-10-22 | Vertu Ltd | A casing |
| CN101683757A (en) * | 2008-09-25 | 2010-03-31 | 比亚迪股份有限公司 | Forming method and product thereof |
| CN101877951A (en) * | 2009-04-27 | 2010-11-03 | 阿尔科斯公司 | Case for electronic device, device including same, and method for manufacturing same |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102938986A (en) * | 2011-08-15 | 2013-02-20 | 深圳富泰宏精密工业有限公司 | Casing and manufacturing method thereof |
| CN102938986B (en) * | 2011-08-15 | 2015-05-27 | 深圳富泰宏精密工业有限公司 | Casing and manufacturing method thereof |
| CN103167768A (en) * | 2011-12-19 | 2013-06-19 | 宏达国际电子股份有限公司 | Electronic device and method of forming electronic device |
| US8975540B2 (en) | 2011-12-19 | 2015-03-10 | Htc Corporation | Electronic deviceswith support frames and mechanically-bonded plastic and methods for forming such electronic devices |
| TWI486111B (en) * | 2011-12-19 | 2015-05-21 | Htc Corp | Electronic device and method for forming electronic devices |
| CN103707462A (en) * | 2012-10-05 | 2014-04-09 | 星电株式会社 | Molding die, method for producing molded plastic products and molded plastic products |
| CN103707462B (en) * | 2012-10-05 | 2017-05-03 | 星电株式会社 | Molding die, method for producing molded plastic products and molded plastic products |
| CN109203743A (en) * | 2018-08-06 | 2019-01-15 | 福建美明达鞋业发展有限公司 | Production method of three-dimensional pattern layer for shoe upper |
| CN109203743B (en) * | 2018-08-06 | 2020-09-04 | 福建美明达鞋业发展有限公司 | Method for manufacturing three-dimensional pattern layer for shoe upper |
| CN110829103A (en) * | 2018-08-09 | 2020-02-21 | 泰科电子(上海)有限公司 | Data line and manufacturing method thereof |
| CN113604069A (en) * | 2021-06-17 | 2021-11-05 | 漳州市品源塑胶模具有限公司 | Plastic shell of electronic product and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012062004A1 (en) | 2012-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102049838A (en) | Method for molding metal piece with view window and plastic molding product and application thereof | |
| CN102470588B (en) | Method for producing composite product | |
| CN107756722B (en) | Mobile phone case and preparation method thereof | |
| CN106659015B (en) | Electronic product frame body integrally-formed structural part and manufacturing method thereof | |
| CN102892277A (en) | Circuit board device and manufacture method thereof, and power supply with same | |
| CN101472414B (en) | Method of manufacturing casing | |
| CN101683757A (en) | Forming method and product thereof | |
| CN102490310A (en) | Soft rubber molding process for metal shell surface | |
| CN102666059A (en) | Method and device for producing molded trim parts | |
| CN1765625B (en) | Product with edge sealed cladding layer joint with metal surface and its production method | |
| JP2010241138A (en) | In-mold decorative molding method and molded product | |
| CN104439677A (en) | Method and product for combining amorphous alloy component and non-metallic component | |
| CN100560340C (en) | Bonding method and device for metal and plastic composite face shell | |
| WO2012058792A1 (en) | In-mold connected decorative composite plastic structural piece and manufacturing method thereof | |
| CN107801334B (en) | Shell manufacturing method, shell and mobile terminal | |
| CN103448204A (en) | Carbon fiber plate dispensing injection molding adhesive forming method and product thereof | |
| CN217073677U (en) | Composite diaphragm and shell | |
| CN100513162C (en) | Inner-mould ornamental plastic member capable of being completed by ordinary injection die and its production method | |
| CN208216222U (en) | Heat radiation hot briquetting heat composite apparatus | |
| JP5705807B2 (en) | Manufacturing method of decorative molded products | |
| CN206749022U (en) | A kind of hot pressing die for curve special | |
| KR20100060791A (en) | Method for manufacturing molded product of metal having injection molded part and molded products produced by the method | |
| CN113291034A (en) | Composite membrane, shell and forming process | |
| CN103934944A (en) | Appearance decoration effect processing method for carbon fibers and product thereof | |
| CN105538591A (en) | Diaphragm hot pressing method used on surface of plastic product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| AD01 | Patent right deemed abandoned |
Effective date of abandoning: 20110511 |
|
| C20 | Patent right or utility model deemed to be abandoned or is abandoned |