CN101823123A - Manufacturing method of shangdian soil type shell used for heavy gas turbine plant guide vane investment casting - Google Patents
Manufacturing method of shangdian soil type shell used for heavy gas turbine plant guide vane investment casting Download PDFInfo
- Publication number
- CN101823123A CN101823123A CN200910188304A CN200910188304A CN101823123A CN 101823123 A CN101823123 A CN 101823123A CN 200910188304 A CN200910188304 A CN 200910188304A CN 200910188304 A CN200910188304 A CN 200910188304A CN 101823123 A CN101823123 A CN 101823123A
- Authority
- CN
- China
- Prior art keywords
- shangdian
- layer
- slip
- shell
- guide vane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005495 investment casting Methods 0.000 title claims abstract description 24
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 239000002689 soil Substances 0.000 title claims abstract description 23
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 74
- 239000004576 sand Substances 0.000 claims abstract description 47
- 239000000843 powder Substances 0.000 claims abstract description 39
- 238000000576 coating method Methods 0.000 claims abstract description 34
- 239000011248 coating agent Substances 0.000 claims abstract description 25
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 claims abstract description 14
- 239000011819 refractory material Substances 0.000 claims description 41
- 238000000034 method Methods 0.000 claims description 39
- 239000004927 clay Substances 0.000 claims description 34
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 32
- 238000003892 spreading Methods 0.000 claims description 25
- 239000002002 slurry Substances 0.000 claims description 20
- 238000003756 stirring Methods 0.000 claims description 20
- 238000002360 preparation method Methods 0.000 claims description 15
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 claims description 14
- 239000004411 aluminium Substances 0.000 claims description 14
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 14
- 229910052782 aluminium Inorganic materials 0.000 claims description 14
- 229910021529 ammonia Inorganic materials 0.000 claims description 7
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 6
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 claims description 6
- 239000003795 chemical substances by application Substances 0.000 claims description 5
- 239000013530 defoamer Substances 0.000 claims description 5
- 230000014759 maintenance of location Effects 0.000 claims description 5
- 238000005245 sintering Methods 0.000 claims description 5
- 238000001035 drying Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 abstract description 16
- 239000003973 paint Substances 0.000 abstract description 10
- 239000013078 crystal Substances 0.000 abstract description 7
- 238000001816 cooling Methods 0.000 abstract description 6
- 239000007788 liquid Substances 0.000 abstract description 6
- CRHLEZORXKQUEI-UHFFFAOYSA-N dialuminum;cobalt(2+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Al+3].[Al+3].[Co+2].[Co+2] CRHLEZORXKQUEI-UHFFFAOYSA-N 0.000 abstract description 3
- 229910001570 bauxite Inorganic materials 0.000 abstract description 2
- 238000005266 casting Methods 0.000 abstract description 2
- 239000000853 adhesive Substances 0.000 abstract 1
- 230000001070 adhesive effect Effects 0.000 abstract 1
- 238000005336 cracking Methods 0.000 abstract 1
- 230000007062 hydrolysis Effects 0.000 abstract 1
- 238000006460 hydrolysis reaction Methods 0.000 abstract 1
- 239000000377 silicon dioxide Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 75
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 12
- 229910052710 silicon Inorganic materials 0.000 description 12
- 239000010703 silicon Substances 0.000 description 12
- KBPLFHHGFOOTCA-UHFFFAOYSA-N 1-Octanol Chemical compound CCCCCCCCO KBPLFHHGFOOTCA-UHFFFAOYSA-N 0.000 description 6
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 5
- 239000007767 bonding agent Substances 0.000 description 4
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 4
- 208000037656 Respiratory Sounds Diseases 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 239000003245 coal Substances 0.000 description 3
- 239000004519 grease Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Landscapes
- Turbine Rotor Nozzle Sealing (AREA)
- Mold Materials And Core Materials (AREA)
Abstract
The invention relates to a manufacturing method of a shangdian soil type shell used for heavy gas turbine plant guide vane investment casting, which belongs to the technical field of aircraft engines. Firstly, paint is coated for 11 layers, the powder is made of cobalt aluminate powder, electriccorundum powder, bauxite powder and shangdian soil powder, stucco material is made of electriccorundum sand and shangdian soil sand, adhesive is made of ethyl silicate hydrolysis liquid and silica solution, and dewaxing and roasting are carried out after coating. The manufacturing method of a shangdian soil type shell used for heavy gas turbine plant guide vane investment casting can obtain an investment casting shell with enough high temperature strength, small high-temperature dead-weight deformation and good cooling deformability, makes up the lack of the conventional technological shell, the manufactured shangdian soil type shell solves the problems of cracking, shell expansion, exudation and deformation of the conventional shell, and isometric crystal guide vane castings of the heavy gas turbine plant with qualified size are produced.
Description
Technical field
The invention belongs to the aero engine technology field, be specifically related to heavy combustion engine guide vane investment casting technology.
Background technology
At present, the shell refractory material that domestic traditional turbine guide vane investment casting generally uses is aluminium vanadine, emergy and bastard coal stone sand etc., the bonding agent that uses is ethyl silicate hydrolyzate and Ludox, the process for making shell that adopts is total silicon acid second grease coating material, total silicon sol paint or ethyl silicate-Ludox alternative method, table 1 is that total silicon sol paint process for making shell is given an example, and table 2 is that ethyl silicate-Ludox alternative method coating process for making shell is given an example.(annotate: press domestic standard HB5351.1-2004 investment compound method for testing performance part 1: the mensuration regulation of viscosity, the slip viscosity measurement is for adopting the flow cup of standard specification, it's the required time of tap hole of normal diameter is past the pulp flow of measuring certain volume, and unit is second)
The traditional total silicon sol paint of table 1 process for making shell for example
The traditional ethyl silicate of table 2-Ludox alternative method coating process for making shell for example
| ? | ? | ??3.2~3.4 | ? | ? | ? | ? | ? | ? |
| ??2 | Silicate hydrolyzate liquid | ??1.85~2.0 | Emergy 60 # | Schmigel | ??>6 | ? | ??23±2 | ??50~70 |
| ??3 | Ludox | ??15~20 ??2.5~2.8 | Gangue 46 # | Aluminium vanadine powder | ??>12 | ? | ??23±2 | ??40~60 |
| ??4 | Silicate hydrolyzate liquid | ??1.85~2.4 | Gangue 46 # | Aluminium vanadine powder | ??>6 | ??>3 | ??23±2 | ??40~60 |
| ??5 | Ludox | ??15~20 ??2.0~2.6 | Gangue 46 # | Aluminium vanadine powder | ??>12 | ??>6 | ??23±2 | ??40~60 |
| ??6 | Silicate hydrolyzate liquid | ??1.85~2.4 | Gangue 46 # | Aluminium vanadine powder | ? | ??>3 | ??23±2 | ??40~60 |
| ??7 | Ludox | ??15~20 ??2.0~2.6 | Gangue 46 # | Aluminium vanadine powder | ? | ??>6 | ??23±2 | ??40~60 |
| ??8 | Silicate hydrolyzate liquid | ??1.85~2.4 | Gangue 46 # | Aluminium vanadine powder | ? | ??>3 | ??23±2 | ??40~60 |
| Hanging | Silicate hydrolyzate liquid | ??2.0~2.4 | Not stucco | Aluminium vanadine powder | ? | ??>24 | ??23±2 | ??40~60 |
Show by test and practical application, the elevated temperature strength of total silicon acid second grease coating material process for making shell is minimum, cause the shell crackle the easiliest in the pouring molten steel process and after the cast, expand shell and runout phenomenon, can not satisfy the production needs of the equiax crystal guide vane of restriking at all.Compare with total silicon acid second grease coating material process for making shell, the elevated temperature strength of ethyl silicate-Ludox alternative method coating process for making shell and total silicon sol paint process for making shell improves successively, but high temperature deadweight deflection is very big, still can not solve the guide vane of restriking because the multiple amount of molten steel amount is big, cooling is slow, do not solidify the shell crackle that is brought, expand shell and runout problem for a long time, still can not satisfy the development of the equiax crystal guide vane of restriking and produce needs.In aluminium vanadine, electro-corundum sand and bastard coal stone sand system shell refractory material, though electro-corundum sand possesses the good characteristics of dimensional stability, heat endurance and stability at elevated temperature, but owing to it costs an arm and a leg, shortage of resources, bring the too high shortcoming of production cost, in the shell pouring experiment, use full emergy can not solve the bloated shell problem of blade foundry goods fully simultaneously.
Summary of the invention
Weak point at above prior art existence, the invention provides a kind of shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method, restriking with solution, guide vane is big because of the multiple amount of molten steel amount, cooling is slow, do not solidify the shell crackle that is brought, bloated shell and runout problem for a long time.
The present invention by to traditional equiax crystal blade with shell manufacturing process significant improvement in addition, employing possesses the Shangdian clay refractory material of excellent high performance, optimize technological parameter, improved shell intensity at high temperature, reduced the deadweight deflection of shell, improve the cooling deformability of shell, worked out a kind of shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method.
The inventive method processing step is as follows.
(1) coating, totally 11 layers
The 1st layer: press mass ratio, in the slip bucket in Ludox and aluminic acid cobalt powder 1: the ratio of (2.5~2.8) preparation slip, and add the moistened surface agent account for Ludox weight (0.1~0.3) % respectively and the defoamer of (0.05~0.1) % stirs, slip viscosity is controlled at (30~33) s, blade wax-pattern module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 80#-100# electro-corundum sand refractory material on the fluidised form bed, from dried (12~15) h, envionmental humidity (50~70) %, temperature (23 ± 2) ℃ is finished the 1st layer of system shell.
The 2nd layer: press mass ratio, in the slip bucket in ethyl silicate hydrolyzate and electro-corundum powder or aluminium vanadine powder 1: the ratio of (2.4~2.8) preparation slip, stir, pulp density is controlled at (2.0~2.4) g/cm
3, module is put into slip evenly is coated with the taking-up of extension one deck slurry, after spreading 80#-100# electro-corundum sand refractory material on the fluidised form bed, earlier from doing (10~15) min, back ammonia drying (15~20) min, envionmental humidity (50~70) %, temperature (23 ± 2) ℃ is finished the 2nd layer of system shell.
The 3rd layer: the preparation of slip and being coated with is hung with the 2nd layer, after spreading 46#-60# electro-corundum sand refractory material on the fluidised form bed, and air-dry (0.5~1) h, envionmental humidity (50~70) %, temperature (23 ± 2) ℃ is finished the 3rd layer of system shell.
The 4th layer: press mass ratio, in the slip bucket in Ludox and Shangdian clay powder 1: the ratio of (2.2~2.5) preparation slip, stir, slip viscosity is controlled at (18~21) s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 36# Shangdian clay sand refractory material on the fluidised form bed, air-dry 6~8h, envionmental humidity (40~60) %, temperature (23 ± 2) ℃ is finished the 4th layer of system shell.
The 5th layer: press mass ratio, in the slip bucket in Ludox and Shangdian clay powder 1: the ratio of (2.5~2.8) preparation slip, stir, slip viscosity is controlled at (15~17) s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 24# Shangdian clay sand refractory material on the fluidised form bed, air-dry 6~8h, envionmental humidity (40~60) %, temperature (23 ± 2) ℃.The 6th~11 layer is repeated the 5th layer operation.
Behind the 11th layer system of the finishing shell, shell is soaked (1~2) min strengthen in the ethyl silicate hydrolyzate.
Strengthen the back and hang the slip that 5~11 coatings are used, not stucco, air-dry 6~8h finishes coating.
(2) dewaxing
The shell that coating finishes dewaxes in high steam dewaxing still.
(3) roasting
Shell after the dewaxing carries out roasting in chamber type electric resistance furnace, sintering temperature is (970~1000) ℃, and temperature retention time (3~4) h comes out of the stove, and the system shell finishes.
The technological parameter parameter sees table 3 for details.
Table 3 coating process and parameter
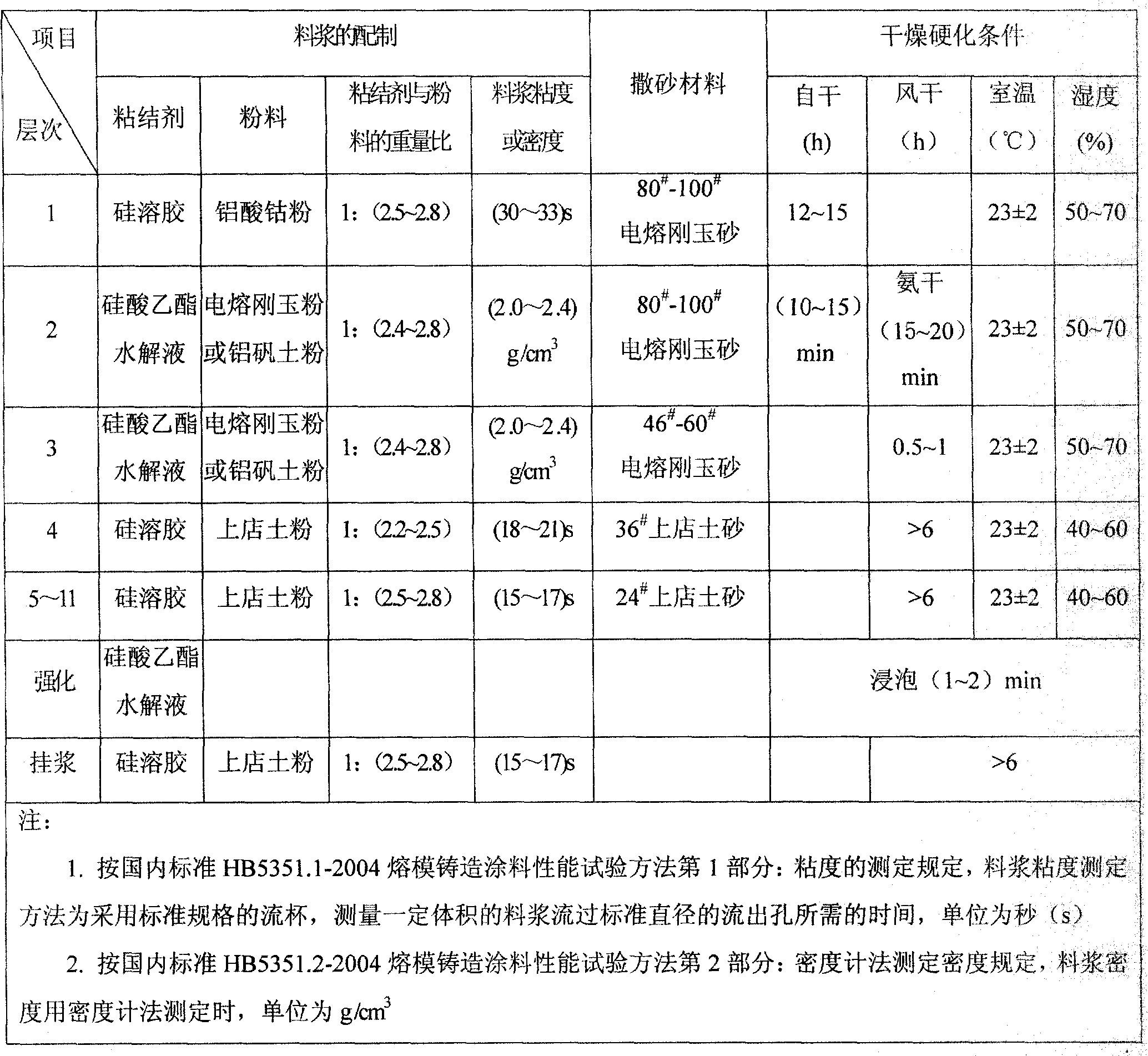
Main feature of the present invention is as follows.
(1) the 1st laminar surface layer powder adopts the cobalt aluminate inovulant, can play the effect of refinement casting equi-axed crystal.
(2) the 1st, 2,3 layers with fine granularity and more fine-grained electro-corundum sand as sanding material, mainly be to utilize electro-corundum sand dimensional stability, heat endurance and the good characteristics of stability at elevated temperature, cost improves few simultaneously.
(3) the 4th~11 layers of backing layer bonding agent adopt single Ludox, powder and sanding material all adopt the Shangdian clay refractory material to replace traditional bastard coal stone sand, can make full use of the outstanding elevated temperature strength that Ludox bonding agent elevated temperature strength is good and the Shangdian clay refractory material possesses, little high temperature deadweight deflection and good cooling deformability characteristics, improve the high temperature dimensional stability and the heat endurance of backing layer (back-up coat), make whole shell obtain good serviceability.
(4) creatively ethyl silicate-Ludox alternative method and total silicon sol paint system shell side method are organically combined, promptly preceding 4 layers is that alternative method, 5~11 layers are total silicon sol paint process for making shell, can draw advantage separately, remedies deficiency separately.Preceding 4 layers of alternative method can be accelerated every layer of system shell speed, at short notice can preceding 4 layers have made, and have reduced the possibility that superficial layer is heaved as employing total silicon sol paint system shell; 5~11 layers of total silicon sol paint process for making shell can remedy the shortcoming of alternative method undercapacity, make that the manufacturing property of shell and serviceability are comprehensively improved.
(5) the most outstanding characteristics of the present invention are that backing layer (back-up coat) powder and sanding material adopt the Shangdian clay refractory material.
(6) another characteristics of the present invention are that various materials are organically united, and fully utilize the advantage of various materials, give full play to its characteristic, remedy the shortcoming of other materials simultaneously, make the excellent combination property of shell.Adopt cobalt aluminate inovulant crystal grain thinning as superficial layer, preceding 3 layers of employing electro-corundum sand are sanding material, preceding 4 layers are adopted the alternative method process for making shell, 5~11 layers is total silicon sol paint process for making shell, the 2nd layer is adopted ammonia to do the reinforcing of accelerating ground floor, backing layer (back-up coat) adopts the Shangdian clay refractory material, adopts ethyl silicate that whole shell is strengthened behind the 11th layer, carries out hanging processing etc. at last.The integrated use of various materials and methods has just createed the Shangdian clay shell that satisfies the guide vane requirement of restriking.
A kind of shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of the present invention, can obtain to possess enough elevated temperature strengths, the investment casting shell of very little high temperature deadweight deflection and good cooling deformability, remedied the deficiency of traditional handicraft shell, the Shangdian clay shell that produces has solved traditional shell shake line, the problem of expand shell, runout and distortion, has produced the qualified heavy combustion engine equiax crystal guide vane foundry goods of size.
The specific embodiment
Further specify method of the present invention by the following examples.The component target of embodiment material therefor sees Table 4 and table 5, and the material particle size index sees Table 6.
Table 4 system shell bonding agent chemical composition

Table 5 system shell refractory material chemical composition (%)
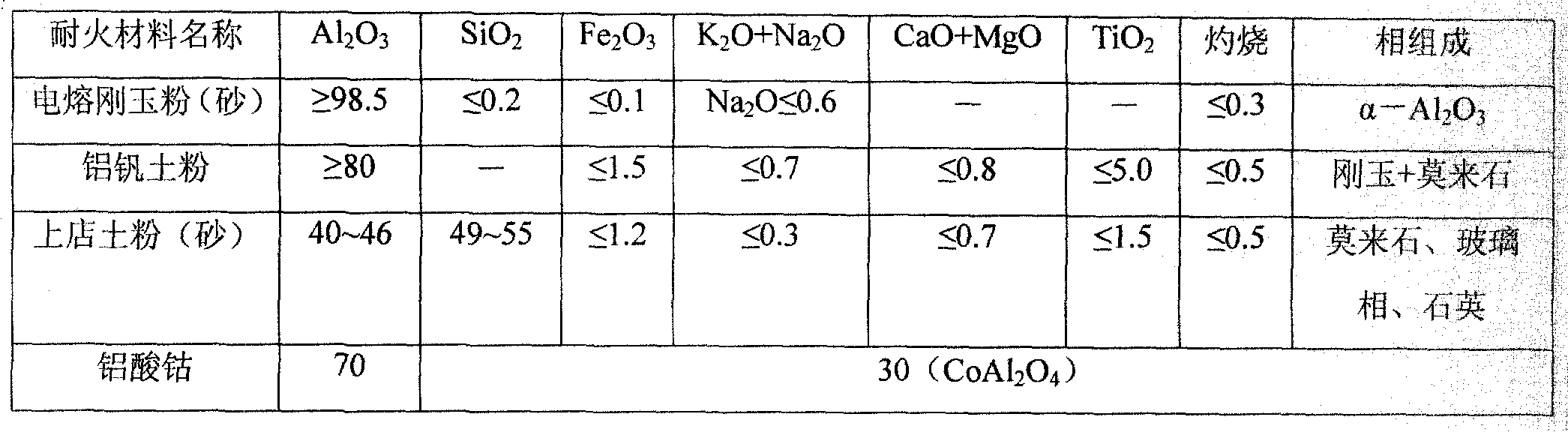
Table 6 system shell refractory material granularity (mm)
| Fire proofed wood | Powder | Sanding material |
| The material title | The aluminic acid cobalt powder | The electro-corundum powder | The bauxite powder | The Shangdian clay powder | ??80 #-100 #Electro-corundum sand | ??46 #-60 #Electro-corundum sand | ??36 #Shangdian clay sand | ??24 #Shangdian clay sand |
| Granularity | ??0.053~0.038 | ??0.040 | ??0.040 | ??0.074 | ??0.178~0.150 | ??0.350~0.250 | ??0.500 | ??0.710 |
Embodiment 1
Shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacturing approach craft step is as follows.
(1) coating, totally 11 layers
The 1st layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.6 ratio of aluminic acid cobalt powder, and add respectively and account for the moistened surface agent EA of Ludox weight 0.2% and 0.08% defoamer n-octyl alcohol stirs, slip viscosity is controlled at 32s, blade wax-pattern module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 90# electro-corundum sand refractory material (granularity 0.165mm) on the fluidised form bed, from dried 13h, envionmental humidity 60%, 23 ℃ of temperature are finished the 1st layer of system shell.
The 2nd layer: press mass ratio, in ethyl silicate hydrolyzate and electro-corundum powder or 1: 2.6 ratio of aluminium vanadine powder preparation slip, stir in the slip bucket, pulp density is controlled at 2.2g/cm
3, module is put into slip evenly be coated with and hang one deck slurry and take out, after spreading 90# electro-corundum sand refractory material (granularity 0.165mm) on the fluidised form bed, earlier from doing 12min, the back is with the dry 18min of ammonia, envionmental humidity 60%, 23 ℃ of temperature are finished the 2nd layer of system shell.
The 3rd layer: the preparation of slip and being coated with is hung with the 2nd layer, after spreading 50# electro-corundum sand refractory material (granularity 0.280mm) on the fluidised form bed, and air-dry 0.8h, envionmental humidity 60%, 23 ℃ of temperature are finished the 3rd layer of system shell.
The 4th layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.3 ratio of Shangdian clay powder, stir, slip viscosity is controlled at 20s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 36# Shangdian clay sand refractory material (granularity 0.500mm) on the fluidised form bed, air-dry 7h, envionmental humidity 50%, 23 ℃ of temperature are finished the 4th layer of system shell.
The 5th layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.6 ratio of Shangdian clay powder, stir, slip viscosity is controlled at 16s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 24# Shangdian clay sand refractory material (granularity 0.710mm) on the fluidised form bed, air-dry 7h, envionmental humidity 50%, 23 ℃ of temperature.The 6th~11 layer is repeated the 5th layer operation.
Behind the 11th layer system of the finishing shell, shell is soaked 1.5min strengthen in the ethyl silicate hydrolyzate.
Strengthen the back and hang the slip that 5~11 coatings are used, not stucco, air-dry 7h finishes coating.
(2) dewaxing
The shell that coating finishes dewaxes in high steam dewaxing still.
(3) roasting
Shell after the dewaxing carries out roasting in chamber type electric resistance furnace, sintering temperature is 985 ℃, and temperature retention time 3.5h comes out of the stove, and the system shell finishes.
Embodiment 2
Shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacturing approach craft step is as follows.
(1) coating, totally 11 layers
The 1st layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.8 ratio of aluminic acid cobalt powder, and add respectively and account for the moistened surface agent EA of Ludox weight 0.3% and 0.1% defoamer n-octyl alcohol stirs, slip viscosity is controlled at 33s, blade wax-pattern module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 100# electro-corundum sand refractory material (granularity 0.150mm) on the fluidised form bed, from dried 15h, envionmental humidity 70%, 25 ℃ of temperature are finished the 1st layer of system shell.
The 2nd layer: press mass ratio, in ethyl silicate hydrolyzate and electro-corundum powder or 1: 2.8 ratio of aluminium vanadine powder preparation slip, stir in the slip bucket, pulp density is controlled at 2.4g/cm
3, module is put into slip evenly is coated with the taking-up of extension one deck slurry, after spreading 100# electro-corundum sand refractory material (granularity 0.150mm) on the fluidised form bed, earlier from doing 15min, the back dry 20min of ammonia, envionmental humidity 70%, 25 ℃ of temperature are finished the 2nd layer of system shell.
The 3rd layer: the preparation of slip and being coated with is hung with the 2nd layer, after spreading 60# electro-corundum sand refractory material (granularity 0.250mm) on the fluidised form bed, and air-dry 1h, envionmental humidity 70%, 25 ℃ of temperature are finished the 3rd layer of system shell.
The 4th layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.5 ratio of Shangdian clay powder, stir, slip viscosity is controlled at 21s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 36# Shangdian clay sand refractory material (granularity 0.500mm) on the fluidised form bed, air-dry 8h, envionmental humidity 60%, 25 ℃ of temperature are finished the 4th layer of system shell.
The 5th layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.8 ratio of Shangdian clay powder, stir, slip viscosity is controlled at 17s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 24# Shangdian clay sand refractory material (granularity 0.710mm) on the fluidised form bed, air-dry 8h, envionmental humidity 60%, 25 ℃ of temperature.The 6th~11 layer is repeated the 5th layer operation.
Behind the 11th layer system of the finishing shell, shell is soaked 2min strengthen in the ethyl silicate hydrolyzate.
Strengthen the back and hang the slip that 5~11 coatings are used, not stucco, air-dry 8h finishes coating.
(2) dewaxing
The shell that coating finishes dewaxes in high steam dewaxing still.
(3) roasting
Shell after the dewaxing carries out roasting in chamber type electric resistance furnace, sintering temperature is 1000 ℃, and temperature retention time 3h comes out of the stove, and the system shell finishes.
Embodiment 3
Shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacturing approach craft step is as follows.
(1) coating, totally 11 layers
The 1st layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.5 ratio of aluminic acid cobalt powder, and add respectively and account for the moistened surface agent EA of Ludox weight 0.1% and 0.05% defoamer n-octyl alcohol stirs, slip viscosity is controlled at 30s, blade wax-pattern module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 80# electro-corundum sand refractory material (granularity 0.178mm) on the fluidised form bed, from dried 12h, envionmental humidity 50%, 21 ℃ of temperature are finished the 1st layer of system shell.
The 2nd layer: press mass ratio, in ethyl silicate hydrolyzate and electro-corundum powder or 1: 2.4 ratio of aluminium vanadine powder preparation slip, stir in the slip bucket, pulp density is controlled at 2.0g/cm
3, module is put into slip evenly be coated with and hang one deck slurry and take out, after spreading 80# electro-corundum sand refractory material (granularity 0.178mm) on the fluidised form bed, earlier from doing 10min, the back is with the dry 15min of ammonia, envionmental humidity 50%, 21 ℃ of temperature are finished the 2nd layer of system shell.
The 3rd layer: the preparation of slip and being coated with is hung with the 2nd layer, after spreading 46# electro-corundum sand refractory material (granularity 0.350mm) on the fluidised form bed, and air-dry 0.5h, envionmental humidity 50%, 21 ℃ of temperature are finished the 3rd layer of system shell.
The 4th layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.2 ratio of Shangdian clay powder, stir, slip viscosity is controlled at 18s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 36# Shangdian clay sand refractory material (granularity 0.500mm) on the fluidised form bed, air-dry 6h, envionmental humidity 40%, 21 ℃ of temperature are finished the 4th layer of system shell.
The 5th layer: press mass ratio, in the slip bucket, prepare slip in Ludox and 1: 2.5 ratio of Shangdian clay powder, stir, slip viscosity is controlled at 15s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading 24# Shangdian clay sand refractory material (granularity 0.710mm) on the fluidised form bed, air-dry 6h, envionmental humidity 40%, 21 ℃ of temperature.The 6th~11 layer is repeated the 5th layer operation.
Behind the 11th layer system of the finishing shell, shell is soaked 1min strengthen in the ethyl silicate hydrolyzate.
Strengthen the back and hang the slip that 5~11 coatings are used, not stucco, air-dry 6h finishes coating.
(2) dewaxing
The shell that coating finishes dewaxes in high steam dewaxing still.
(3) roasting
Shell after the dewaxing carries out roasting in chamber type electric resistance furnace, sintering temperature is 970 ℃, and temperature retention time 4h comes out of the stove, and the system shell finishes.
Claims (10)
1. shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method is characterized in that step is as follows:
(1) coating, totally 11 layers
The 1st layer: press mass ratio, in the slip bucket in Ludox and aluminic acid cobalt powder 1: the ratio of (2.5~2.8) preparation slip, and add respectively and account for the moistened surface agent of Ludox weight 0.1~0.3% and 0.05~0.1% defoamer stirs, slip viscosity is controlled at 30~33s, blade wax-pattern module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading electro-corundum sand refractory material on the fluidised form bed, do certainly, finish the 1st layer of system shell;
The 2nd layer: press mass ratio, in the slip bucket in ethyl silicate hydrolyzate and electro-corundum powder or aluminium vanadine powder 1: the ratio of (2.4~2.8) preparation slip, stir, pulp density is controlled at 2.0~2.4g/cm
3, module is put into slip evenly be coated with and hang one deck slurry and take out, after spreading electro-corundum sand refractory material on the fluidised form bed, from doing, the ammonia drying use in the back earlier, finishes the 2nd layer and makes shell;
The 3rd layer: the preparation of slip and being coated with is hung with the 2nd layer, and is air-dry after spreading electro-corundum sand refractory material on the fluidised form bed, finishes the 3rd layer of system shell;
The 4th layer: press mass ratio, ratio in Ludox and Shangdian clay powder 1: 2.2~2.5 in the slip bucket is prepared slip, stir, slip viscosity is controlled at 18~21s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading Shangdian clay sand refractory material on the fluidised form bed, air-dry, finish the 4th layer of system shell;
The 5th layer: press mass ratio, in the slip bucket in Ludox and Shangdian clay powder 1: the ratio of (2.5~2.8) preparation slip, stir, slip viscosity is controlled at 15~17s, module is put into slip evenly be coated with the taking-up of extension one deck slurry, after spreading Shangdian clay sand refractory material on the fluidised form bed, air-dry, the 6th~11 layer is repeated the 5th layer operation;
Behind the 11th layer system of the finishing shell, shell is soaked 1~2min strengthen in the ethyl silicate hydrolyzate;
Strengthen the back and hang the slip that 5~11 coatings are used, air-dry 6~8h finishes coating;
(2) dewaxing
The shell that coating finishes dewaxes in high steam dewaxing still;
(3) roasting
Shell after the dewaxing carries out roasting in chamber type electric resistance furnace, sintering temperature is 970~1000 ℃, and temperature retention time 3~4h comes out of the stove, and the system shell finishes.
2. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 1st coating, do 12~15h, envionmental humidity 50~70%, 23 ± 2 ℃ of temperature certainly.
3. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 2nd coating, earlier from doing 10~15min, back ammonia drying 15~20min, envionmental humidity 50~70%, 23 ± 2 ℃ of temperature.
4. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 3rd coating, air-dry 0.5~1h, envionmental humidity 50~70%, 23 ± 2 ℃ of temperature.
5. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 4th coating, air-dry 6~8h, envionmental humidity 40~60%, 23 ± 2 ℃ of temperature.
6. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 5th coating, air-dry 6~8h, envionmental humidity 40~60%, 23 ± 2 ℃ of temperature.
7. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 1st layer, the 2nd coating electro-corundum sand refractory material are 80
#-100
#Electro-corundum sand, granularity 0.178~0.150mm.
8. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 3rd layer of electro-corundum sand refractory material is 46#-60# electro-corundum sand refractory material, granularity 0.350~0.250mm.
9. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 4th layer of Shangdian clay sand refractory material is 36
#Shangdian clay sand refractory material, granularity 0.500mm.
10. according to the described shangdian soil type shell used for heavy gas turbine plant guide vane investment casting manufacture method of claim 1, it is characterized in that the 5th layer of Shangdian clay sand refractory material is 24
#Shangdian clay sand refractory material, granularity 0.710mm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009101883044A CN101823123B (en) | 2009-10-30 | 2009-10-30 | Manufacturing method of Shanghai soil shell for heavy gas turbine guide vane investment casting |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009101883044A CN101823123B (en) | 2009-10-30 | 2009-10-30 | Manufacturing method of Shanghai soil shell for heavy gas turbine guide vane investment casting |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101823123A true CN101823123A (en) | 2010-09-08 |
| CN101823123B CN101823123B (en) | 2012-04-25 |
Family
ID=42687406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009101883044A Expired - Fee Related CN101823123B (en) | 2009-10-30 | 2009-10-30 | Manufacturing method of Shanghai soil shell for heavy gas turbine guide vane investment casting |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101823123B (en) |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101992268A (en) * | 2010-11-20 | 2011-03-30 | 沈阳工业大学 | Preparation process of high-temperature alloy multigang hollow turbine blade |
| CN102069144A (en) * | 2011-01-10 | 2011-05-25 | 安徽应流集团霍山铸造有限公司 | Shell mold casting process for wax mold precision casting stainless steel big part |
| CN102366820A (en) * | 2011-10-21 | 2012-03-07 | 沈阳黎明航空发动机(集团)有限责任公司 | Preparation method of complex large thin-walled Ni3Al alloy cast |
| CN102652984A (en) * | 2012-01-06 | 2012-09-05 | 山东泰山钢铁集团有限公司 | Precise casting shell de-waxing process |
| CN102847875A (en) * | 2012-07-09 | 2013-01-02 | 沈阳黎明航空发动机(集团)有限责任公司 | Shell making process method for vane directional solidification and alloy sand-burning prevention |
| CN102985197A (en) * | 2010-05-20 | 2013-03-20 | 贝克休斯公司 | Methods of forming at least a portion of earth-boring tools, and articles formed by such methods |
| CN103100661A (en) * | 2013-03-07 | 2013-05-15 | 重庆江增船舶重工有限公司 | High-temperature resistant coating for refining crystal grains of casting and preparation method of high-temperature resistant coating |
| CN103252448A (en) * | 2013-04-19 | 2013-08-21 | 江苏大学 | Preparation method of thin-wall high-strength mold shell for single crystal blade manufacturing |
| CN103658533A (en) * | 2013-12-10 | 2014-03-26 | 西北稀有金属材料研究院 | Ceramic shell mould used for beryllium aluminium alloy, and preparation method thereof |
| CN104353786A (en) * | 2014-11-10 | 2015-02-18 | 沈阳黎明航空发动机(集团)有限责任公司 | Preparation method of shell with long and thin blades of investment casting aero-engine |
| CN104368757A (en) * | 2014-11-07 | 2015-02-25 | 沈阳黎明航空发动机(集团)有限责任公司 | Thin-walled circular type investment casting shell and preparation method thereof |
| CN104439097A (en) * | 2014-11-10 | 2015-03-25 | 沈阳黎明航空发动机(集团)有限责任公司 | Method for solving penetrative porosity defect of high-temperature alloy expansion regulation sheet base plate |
| CN105057589A (en) * | 2015-07-16 | 2015-11-18 | 西安航空动力股份有限公司 | Method for increasing number of directionally solidified blade column crystals |
| CN105215275A (en) * | 2015-10-19 | 2016-01-06 | 西安航空动力股份有限公司 | A kind of shell side method processed with narrow gap structure precision castings |
| CN105294166A (en) * | 2015-11-12 | 2016-02-03 | 沈阳黎明航空发动机(集团)有限责任公司 | Passivation method for corundum ceramic mould shell |
| CN106734886A (en) * | 2017-01-23 | 2017-05-31 | 江苏永瀚特种合金技术有限公司 | A kind of method for preventing the formwork cracking during shell processed |
| US9687963B2 (en) | 2010-05-20 | 2017-06-27 | Baker Hughes Incorporated | Articles comprising metal, hard material, and an inoculant |
| CN105290337B (en) * | 2015-11-16 | 2017-07-25 | 沈阳黎明航空发动机(集团)有限责任公司 | A kind of concatermer blade casting method |
| CN107747129A (en) * | 2017-09-30 | 2018-03-02 | 中国航发动力股份有限公司 | A kind of insulated wall manufacture method in directional solidification casting adjustment temperature field |
| CN108941457A (en) * | 2016-05-13 | 2018-12-07 | 上海万泽精密铸造有限公司 | The preparation method of the shell of the guide vane casting of K438 high temperature alloy |
| US10167673B2 (en) | 2004-04-28 | 2019-01-01 | Baker Hughes Incorporated | Earth-boring tools and methods of forming tools including hard particles in a binder |
| CN110227798A (en) * | 2019-07-19 | 2019-09-13 | 上海云铸三维科技有限公司 | A kind of preparation method based on steam-heated light-cured resin investment shell |
| CN110961579A (en) * | 2019-12-27 | 2020-04-07 | 安徽应流航源动力科技有限公司 | Shell manufacturing process for large directional blade formwork |
| CN111438331A (en) * | 2020-05-13 | 2020-07-24 | 中国航发北京航空材料研究院 | Method for controlling grain size of turbine blade |
| CN112338132A (en) * | 2020-11-04 | 2021-02-09 | 吴应卓 | Process for manufacturing shell surface layer by using compact corundum surface layer powder and surface layer sand |
| CN112453313A (en) * | 2020-11-13 | 2021-03-09 | 中国航发沈阳黎明航空发动机有限责任公司 | Preparation method of shell material of high-temperature alloy case investment casting |
| CN113953451A (en) * | 2021-10-18 | 2022-01-21 | 马鞍山市方圆材料工程股份有限公司 | Composite shell precision casting process |
| CN114951551A (en) * | 2022-06-07 | 2022-08-30 | 中国航发航空科技股份有限公司 | Alternate hardening composite ceramic shell manufacturing method for aviation investment precision casting |
-
2009
- 2009-10-30 CN CN2009101883044A patent/CN101823123B/en not_active Expired - Fee Related
Cited By (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10167673B2 (en) | 2004-04-28 | 2019-01-01 | Baker Hughes Incorporated | Earth-boring tools and methods of forming tools including hard particles in a binder |
| CN102985197A (en) * | 2010-05-20 | 2013-03-20 | 贝克休斯公司 | Methods of forming at least a portion of earth-boring tools, and articles formed by such methods |
| US9687963B2 (en) | 2010-05-20 | 2017-06-27 | Baker Hughes Incorporated | Articles comprising metal, hard material, and an inoculant |
| US9790745B2 (en) | 2010-05-20 | 2017-10-17 | Baker Hughes Incorporated | Earth-boring tools comprising eutectic or near-eutectic compositions |
| US10603765B2 (en) | 2010-05-20 | 2020-03-31 | Baker Hughes, a GE company, LLC. | Articles comprising metal, hard material, and an inoculant, and related methods |
| CN101992268B (en) * | 2010-11-20 | 2012-09-05 | 沈阳工业大学 | Preparation process of high-temperature alloy multigang hollow turbine blade |
| CN101992268A (en) * | 2010-11-20 | 2011-03-30 | 沈阳工业大学 | Preparation process of high-temperature alloy multigang hollow turbine blade |
| CN102069144A (en) * | 2011-01-10 | 2011-05-25 | 安徽应流集团霍山铸造有限公司 | Shell mold casting process for wax mold precision casting stainless steel big part |
| CN102366820B (en) * | 2011-10-21 | 2013-02-27 | 沈阳黎明航空发动机(集团)有限责任公司 | Preparation method of complex large thin-walled Ni3Al alloy cast |
| CN102366820A (en) * | 2011-10-21 | 2012-03-07 | 沈阳黎明航空发动机(集团)有限责任公司 | Preparation method of complex large thin-walled Ni3Al alloy cast |
| CN102652984B (en) * | 2012-01-06 | 2014-05-07 | 山东泰山钢铁集团有限公司 | Precise casting shell de-waxing process |
| CN102652984A (en) * | 2012-01-06 | 2012-09-05 | 山东泰山钢铁集团有限公司 | Precise casting shell de-waxing process |
| CN102847875A (en) * | 2012-07-09 | 2013-01-02 | 沈阳黎明航空发动机(集团)有限责任公司 | Shell making process method for vane directional solidification and alloy sand-burning prevention |
| CN102847875B (en) * | 2012-07-09 | 2015-12-16 | 沈阳黎明航空发动机(集团)有限责任公司 | A kind of process for making shell method of solidifying for blades oriented, preventing alloy scab |
| CN103100661A (en) * | 2013-03-07 | 2013-05-15 | 重庆江增船舶重工有限公司 | High-temperature resistant coating for refining crystal grains of casting and preparation method of high-temperature resistant coating |
| CN103252448A (en) * | 2013-04-19 | 2013-08-21 | 江苏大学 | Preparation method of thin-wall high-strength mold shell for single crystal blade manufacturing |
| CN103252448B (en) * | 2013-04-19 | 2015-09-09 | 江苏大学 | A kind of thin-wall high-strength mold shell preparation method manufactured for single crystal blade |
| CN103658533A (en) * | 2013-12-10 | 2014-03-26 | 西北稀有金属材料研究院 | Ceramic shell mould used for beryllium aluminium alloy, and preparation method thereof |
| CN103658533B (en) * | 2013-12-10 | 2017-01-04 | 西北稀有金属材料研究院 | A kind of beryllium alumin(i)um alloy ceramic shell mould and preparation method thereof |
| CN104368757A (en) * | 2014-11-07 | 2015-02-25 | 沈阳黎明航空发动机(集团)有限责任公司 | Thin-walled circular type investment casting shell and preparation method thereof |
| CN104368757B (en) * | 2014-11-07 | 2016-07-13 | 沈阳黎明航空发动机(集团)有限责任公司 | A kind of thin-wall ring investment-casting shell and preparation method thereof |
| CN104439097A (en) * | 2014-11-10 | 2015-03-25 | 沈阳黎明航空发动机(集团)有限责任公司 | Method for solving penetrative porosity defect of high-temperature alloy expansion regulation sheet base plate |
| CN104353786A (en) * | 2014-11-10 | 2015-02-18 | 沈阳黎明航空发动机(集团)有限责任公司 | Preparation method of shell with long and thin blades of investment casting aero-engine |
| CN105057589B (en) * | 2015-07-16 | 2017-05-17 | 西安航空动力股份有限公司 | Method for increasing number of directionally solidified blade column crystals |
| CN105057589A (en) * | 2015-07-16 | 2015-11-18 | 西安航空动力股份有限公司 | Method for increasing number of directionally solidified blade column crystals |
| CN105215275A (en) * | 2015-10-19 | 2016-01-06 | 西安航空动力股份有限公司 | A kind of shell side method processed with narrow gap structure precision castings |
| CN105215275B (en) * | 2015-10-19 | 2017-08-25 | 西安航空动力股份有限公司 | A kind of shell side method processed with narrow gap structure precision castings |
| CN105294166A (en) * | 2015-11-12 | 2016-02-03 | 沈阳黎明航空发动机(集团)有限责任公司 | Passivation method for corundum ceramic mould shell |
| CN105290337B (en) * | 2015-11-16 | 2017-07-25 | 沈阳黎明航空发动机(集团)有限责任公司 | A kind of concatermer blade casting method |
| CN108941457B (en) * | 2016-05-13 | 2019-12-31 | 上海万泽精密铸造有限公司 | The preparation method of the shell of the guide vane casting of K438 superalloy |
| CN108941457A (en) * | 2016-05-13 | 2018-12-07 | 上海万泽精密铸造有限公司 | The preparation method of the shell of the guide vane casting of K438 high temperature alloy |
| CN106734886A (en) * | 2017-01-23 | 2017-05-31 | 江苏永瀚特种合金技术有限公司 | A kind of method for preventing the formwork cracking during shell processed |
| CN107747129A (en) * | 2017-09-30 | 2018-03-02 | 中国航发动力股份有限公司 | A kind of insulated wall manufacture method in directional solidification casting adjustment temperature field |
| CN110227798A (en) * | 2019-07-19 | 2019-09-13 | 上海云铸三维科技有限公司 | A kind of preparation method based on steam-heated light-cured resin investment shell |
| CN110961579A (en) * | 2019-12-27 | 2020-04-07 | 安徽应流航源动力科技有限公司 | Shell manufacturing process for large directional blade formwork |
| CN111438331A (en) * | 2020-05-13 | 2020-07-24 | 中国航发北京航空材料研究院 | Method for controlling grain size of turbine blade |
| CN112338132A (en) * | 2020-11-04 | 2021-02-09 | 吴应卓 | Process for manufacturing shell surface layer by using compact corundum surface layer powder and surface layer sand |
| CN112453313A (en) * | 2020-11-13 | 2021-03-09 | 中国航发沈阳黎明航空发动机有限责任公司 | Preparation method of shell material of high-temperature alloy case investment casting |
| CN113953451A (en) * | 2021-10-18 | 2022-01-21 | 马鞍山市方圆材料工程股份有限公司 | Composite shell precision casting process |
| CN113953451B (en) * | 2021-10-18 | 2023-03-10 | 马鞍山市方圆材料工程股份有限公司 | Composite shell precision casting process |
| CN114951551A (en) * | 2022-06-07 | 2022-08-30 | 中国航发航空科技股份有限公司 | Alternate hardening composite ceramic shell manufacturing method for aviation investment precision casting |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101823123B (en) | 2012-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101823123B (en) | Manufacturing method of Shanghai soil shell for heavy gas turbine guide vane investment casting | |
| CN108941456B (en) | Fused silica-based, dense and smooth surface shell and preparation method thereof | |
| CN104368757B (en) | A kind of thin-wall ring investment-casting shell and preparation method thereof | |
| CN101428328B (en) | A powder coating for lost foam casting cast iron | |
| CN102873273B (en) | Method for producing oxide ceramic shell capable of improving TiAl alloy casting surface performances | |
| CN101927321B (en) | Method for preparing high-air permeability and high-strength ceramic shell mold for anti-gravity casting | |
| CN103100661A (en) | High-temperature resistant coating for refining crystal grains of casting and preparation method of high-temperature resistant coating | |
| CN105290313B (en) | A kind of method for improving titanium-aluminium alloy hot investment casting New Oxide Ceramic Shell Mould deformability | |
| CN102836950A (en) | Lost foam coating and preparation method thereof | |
| CN102284678A (en) | Method for preparing formwork of precisely-cast titanium alloy | |
| CN105834361A (en) | Method for preparing modified ceramic mold shell through special-shaped cross section short carbon fibers | |
| CN102601307A (en) | Preparation method of shell mold for investment casting of TiAl based alloy | |
| CN102974761A (en) | Preparation method for calcium zirconate formwork through titanium and titanium aluminium alloy fired mould precision casting | |
| CN115819110A (en) | Metallized porous ceramic composite material and preparation method thereof | |
| CN109513878A (en) | The water base cast paint of large-scale steel-casting quick-drying and its preparation method | |
| CN107866517A (en) | Surface layer slurry with high-temperature stability and its application for the casting of big module | |
| CN108751998B (en) | Silicon nitride and silicon carbide combined ceramic filter and preparation method thereof | |
| CN109277529A (en) | A kind of preparation method of investment casting γ-TiAl base alloy blade shell | |
| CN103044013B (en) | Preparation method of alumina ceramic shell for monocrystal blades | |
| CN112275994B (en) | Silica sol for the preparation of casting moulds | |
| CN114074177B (en) | A preparation method of investment casting mold shell for brittle materials | |
| CN105108053B (en) | A kind of precision casting investment precoat and preparation method thereof for shell processed | |
| CN114178486B (en) | Shell for improving sand sticking on surface of high-temperature alloy after casting and preparation method thereof | |
| CN107737868A (en) | A kind of water base lost foam paint of high intensity and preparation method thereof | |
| CN113070445B (en) | Large-caliber nodular cast iron pipe die coating and preparation method and application thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120425 Termination date: 20161030 |