CN101726792B - High-temperature resistant optical fiber and method for manufacturing same - Google Patents
High-temperature resistant optical fiber and method for manufacturing same Download PDFInfo
- Publication number
- CN101726792B CN101726792B CN2009102732624A CN200910273262A CN101726792B CN 101726792 B CN101726792 B CN 101726792B CN 2009102732624 A CN2009102732624 A CN 2009102732624A CN 200910273262 A CN200910273262 A CN 200910273262A CN 101726792 B CN101726792 B CN 101726792B
- Authority
- CN
- China
- Prior art keywords
- coating
- optical fiber
- temperature
- polyimide
- curing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
- Surface Treatment Of Glass Fibres Or Filaments (AREA)
Abstract
本发明涉及一种用于特种光纤通信、高功率激光传输及传感技术领域的耐高温光纤及其制造方法。包括光纤和包覆在光纤外表面的涂层,涂层为聚酰亚胺涂层,涂层单边厚度为5~25μm,该固化后的聚酰亚胺涂层杨氏模量等于或大于2GPa,其玻璃态转变温度等于或高于300℃,折射率范围为1.38至1.78;所述的聚酰亚胺涂层由光纤外表面浸涂上聚酰亚胺溶液经加热固化而成,包括预涂覆、预固化和二次涂覆。本发明可以用于高温以及恶劣工作环境,长期使用温度可以高达300℃,且使用特性稳定,能保持良好的持久性。利用本发明方法制造出来的耐高温光纤产品具有100kpsi的筛选强度,产品段长可以达到4km甚至6km。
The invention relates to a high-temperature-resistant optical fiber used in the technical fields of special optical fiber communication, high-power laser transmission and sensing and a manufacturing method thereof. Including the optical fiber and the coating on the outer surface of the optical fiber, the coating is polyimide coating, the thickness of one side of the coating is 5-25 μm, and the Young's modulus of the cured polyimide coating is equal to or greater than 2GPa, its glass transition temperature is equal to or higher than 300°C, and its refractive index ranges from 1.38 to 1.78; the polyimide coating is formed by dipping and curing a polyimide solution on the outer surface of the optical fiber, including Pre-coating, pre-curing and secondary coating. The invention can be used in high temperature and harsh working environment, the long-term use temperature can be as high as 300°C, and the use characteristics are stable and can maintain good durability. The high temperature resistant optical fiber product manufactured by the method of the invention has a screening strength of 100kpsi, and the length of the product segment can reach 4km or even 6km.
Description
技术领域 technical field
本发明涉及一种用于特种光纤通信、高功率激光传输及传感技术领域的耐高温光纤及其制造方法。The invention relates to a high-temperature-resistant optical fiber used in the technical fields of special optical fiber communication, high-power laser transmission and sensing and a manufacturing method thereof.
背景技术 Background technique
随着光纤技术的发展,光纤的应用范围延伸到了各种高温恶劣环境系统。这些系统要求光纤在恶劣环境中仍保持良好的特性,这对光纤提出了很高的光学、机械、环境稳定性及可靠性的要求。现有常规的紫外固化聚丙烯酸脂涂层的光纤在温度超过85℃时涂层材料会严重老化甚至失效,表现为涂层颜色发黄、变黑,机械性能弱化直至失去对光纤的保护作用,容易引起光纤自然断裂,无法满足高温环境下光纤传输的可靠性要求。中国专利CN200620128456.7公开了一种耐高温光纤,但是该专利没有具体介绍该光纤的涂层结构与性能以及制造该光纤的方法。With the development of optical fiber technology, the application range of optical fiber has been extended to various high temperature and harsh environment systems. These systems require optical fibers to maintain good characteristics in harsh environments, which puts forward high optical, mechanical, environmental stability and reliability requirements for optical fibers. The existing conventional UV-cured polyacrylate coated optical fiber will seriously age or even fail when the temperature exceeds 85°C. It is easy to cause natural breakage of optical fiber, which cannot meet the reliability requirements of optical fiber transmission in high temperature environment. Chinese patent CN200620128456.7 discloses a high temperature resistant optical fiber, but the patent does not specifically introduce the coating structure and performance of the optical fiber and the method of manufacturing the optical fiber.
发明内容 Contents of the invention
本发明所要解决的技术问题在于针对上述现有技术存在的不足而提供一种具有优良抗高温性能和特性稳定的耐高温光纤及其制造方法。The technical problem to be solved by the present invention is to provide a high-temperature-resistant optical fiber with excellent high-temperature resistance and stable characteristics and a manufacturing method thereof in view of the above-mentioned deficiencies in the prior art.
本发明提供的耐高温光纤的技术方案为:包括光纤和包覆在光纤外表面的涂层,所述的光纤由石英玻璃芯层和围绕芯层的石英玻璃包层组成,其不同之处在于在石英玻璃包层外包覆的涂层为聚酰亚胺涂层,所述的聚酰亚胺涂层单边厚度为5~25μm,该固化后的聚酰亚胺涂层杨氏模量等于或大于2GPa,其玻璃态转变温度等于或高于300℃,折射率范围为1.38至1.78;所述的聚酰亚胺为含有酰亚胺基链节的芳杂环高分子化合物;所述的聚酰亚胺涂层由光纤外表面浸涂上聚酰亚胺溶液经加热固化而成。The technical solution of the high-temperature-resistant optical fiber provided by the present invention is: comprising an optical fiber and a coating coated on the outer surface of the optical fiber, the optical fiber is composed of a silica glass core layer and a silica glass cladding surrounding the core layer, the difference is that The coating coated on the quartz glass cladding is a polyimide coating, and the single side thickness of the polyimide coating is 5-25 μm, and the Young's modulus of the cured polyimide coating is It is equal to or greater than 2GPa, its glass transition temperature is equal to or higher than 300°C, and its refractive index ranges from 1.38 to 1.78; the polyimide is an aromatic heterocyclic polymer compound containing imide chain segments; the The polyimide coating is formed by dipping the outer surface of the optical fiber with a polyimide solution and curing it by heating.
按上述方案,对于石英玻璃外包层直径小于或等于220μm的光纤,聚酰亚胺涂层单边厚度为外包层直径的8%至11%;对于石英玻璃外包层直径大于或等于330μm的光纤,聚酰亚胺涂层单边厚度为外包层直径的4%至6%。According to the above scheme, for optical fibers with a silica glass outer cladding diameter less than or equal to 220 μm, the polyimide coating unilateral thickness is 8% to 11% of the outer cladding diameter; for optical fibers with a quartz glass outer cladding diameter greater than or equal to 330 μm, The thickness of one side of the polyimide coating is 4% to 6% of the diameter of the outer cladding.
按上述方案,所述的光纤为传感用耐高温光纤,其石英玻璃外包层直径为125μm,聚酰亚胺涂层单边厚度为15μm,该光纤在850nm窗口衰减系数小于3.5dB/km,在1300nm窗口衰减系数小于1.5dB/km。According to the above scheme, the optical fiber is a high-temperature-resistant optical fiber for sensing, the diameter of the outer cladding of quartz glass is 125 μm, the thickness of the polyimide coating is 15 μm on one side, and the attenuation coefficient of the optical fiber is less than 3.5 dB/km in the 850 nm window. The attenuation coefficient in the 1300nm window is less than 1.5dB/km.
按上述方案,所述的光纤为可见至红外波段传输用耐高温光纤,其石英玻璃外包层直径为220μm、440μm或660μm等,对应的聚酰亚胺涂层单边厚度为15μm、15μm或25μm等,该光纤在850nm窗口衰减系数小于或等于10dB/km,在1064nm窗口衰减系数小于或等于10dB/km。According to the above scheme, the optical fiber is a high-temperature-resistant optical fiber for transmission in the visible to infrared band, and its outer cladding diameter of quartz glass is 220 μm, 440 μm or 660 μm, etc., and the corresponding polyimide coating has a single side thickness of 15 μm, 15 μm or 25 μm etc., the attenuation coefficient of the optical fiber is less than or equal to 10dB/km in the 850nm window, and the attenuation coefficient in the 1064nm window is less than or equal to 10dB/km.
按上述方案,所述的光纤为紫外至可见波段传输用耐高温光纤,其石英玻璃包层直径为220μm、440μm或660μm等,对应的聚酰亚胺涂层厚度为15μm、15μm或25μm等,该光纤在300nm窗口衰减系数小于200dB/km,在800nm窗口衰减系数小于10dB/km。According to the above scheme, the optical fiber is a high-temperature-resistant optical fiber for transmission from ultraviolet to visible bands, and its quartz glass cladding diameter is 220 μm, 440 μm or 660 μm, etc., and the corresponding polyimide coating thickness is 15 μm, 15 μm or 25 μm, etc., The attenuation coefficient of the optical fiber is less than 200dB/km in the 300nm window, and the attenuation coefficient in the 800nm window is less than 10dB/km.
本发明耐高温光纤制造方法的技术方案为:The technical scheme of the high temperature resistant optical fiber manufacturing method of the present invention is:
将清洗干燥后的光纤预制棒在拉丝装置上拉制成纤,包括预制棒熔融抽丝,表面涂层处理,收绕;所述的表面涂层处理为聚酰亚胺涂层处理,包括预涂覆、预固化和二次涂覆;所述的熔融拉丝是通过预制棒进料机构将预制棒送入高温电熔炉中加热,预制棒给进速度范围控制在0.03~15mm/min;高温炉工作的温度控制范围是1700~2400℃,预制棒的一端在高温区熔融之后在重力和表面张力的作用下形成一个熔锥,锥体尖端经拉制机构牵引延长成为光纤;拉制速度的范围控制在2m/min~20m/min,典型值为4m/min。Drawing the cleaned and dried optical fiber preform into fiber on a drawing device, including preform melting and spinning, surface coating treatment, and winding; the surface coating treatment is polyimide coating treatment, including preform Coating, pre-curing and secondary coating; the melting drawing is to send the preform into the high-temperature electric melting furnace for heating through the preform feeding mechanism, and the feeding speed range of the preform is controlled at 0.03~15mm/min; the high-temperature furnace The temperature control range of the work is 1700~2400℃. After one end of the preform is melted in the high temperature zone, a melting cone is formed under the action of gravity and surface tension. The tip of the cone is drawn and extended by the drawing mechanism to become an optical fiber; the range of drawing speed Controlled at 2m/min~20m/min, the typical value is 4m/min.
所述的预涂覆是从高温炉中出来的光纤穿越一个外径监测单元之后进入预涂覆装置,该装置包括储料瓶和带尖嘴的涂覆杯,储料瓶内充有高压纯净气体,用气压将储料瓶的涂料溶液挤进涂覆杯,使得聚酰亚胺溶液在涂覆杯内保持适当的压力,聚酰亚胺溶液粘度范围是1000cps至10000cps,典型的粘度范围是5000cps至10000cps,光纤进入涂覆杯之后穿过底部的橡胶尖嘴,使得光纤表面浸涂上一层均匀的涂料溶液。The pre-coating is that the optical fiber coming out of the high-temperature furnace passes through an outer diameter monitoring unit and then enters the pre-coating device. The device includes a storage bottle and a coating cup with a pointed mouth. The storage bottle is filled with high-pressure pure Gas, use air pressure to squeeze the coating solution in the storage bottle into the coating cup, so that the polyimide solution maintains an appropriate pressure in the coating cup. The viscosity range of polyimide solution is 1000cps to 10000cps, and the typical viscosity range is 5000cps to 10000cps, the optical fiber enters the coating cup and passes through the rubber nozzle at the bottom, so that the surface of the optical fiber is dipped with a layer of uniform coating solution.
所述的预固化是涂覆溶液的光纤穿经预固化的装置,预固化装置为竖直放置的圆筒形电炉,电炉内腔圆柱形的高温区即为预固化通道,预固化通道直径为20至28mm,高温区分为两个区域,一个是溶剂挥发区,温度范围是100℃~240℃,另一个是分子合成区,温度是240℃~460℃,光纤在收绕机构的牵引下匀速缓慢通过高温区,光纤通过电炉高温区的时间为10至30秒钟。The pre-curing is a pre-curing device in which the optical fiber coated with the solution passes through the pre-curing device. The pre-curing device is a cylindrical electric furnace placed vertically. The cylindrical high-temperature zone in the inner cavity of the electric furnace is the pre-curing channel. The diameter of the pre-curing channel is 20 to 28mm, the high temperature area is divided into two areas, one is the solvent volatilization area, the temperature range is 100 ℃ ~ 240 ℃, the other is the molecular synthesis area, the temperature is 240 ℃ ~ 460 ℃, the optical fiber is pulled by the winding mechanism at a uniform speed Slowly pass through the high temperature zone, the time for the optical fiber to pass through the high temperature zone of the electric furnace is 10 to 30 seconds.
所述的预涂覆和预固化工序可循环(重复)1~3次。The steps of pre-coating and pre-curing can be cycled (repeated) for 1 to 3 times.
预涂覆和预固化工序在光纤外表面形成均匀的聚酰亚胺涂覆层,为底涂层,底涂层的厚度占最终涂层厚度的一半或以上,杨氏模量等于或大于2GPa,玻璃态转变温度等于或高于300℃。The pre-coating and pre-curing process forms a uniform polyimide coating layer on the outer surface of the optical fiber, which is an undercoat layer. The thickness of the undercoat layer accounts for half or more of the final coating thickness, and the Young's modulus is equal to or greater than 2GPa. , the glass transition temperature is equal to or higher than 300°C.
所述的二次涂覆是将经过预涂覆和预固化的光纤再进行二次涂覆和固化,经预固化的光纤经导轮组进入卧式箱式电阻炉进行固化,导轮的“V”型槽底部垫有浸渍有聚酰亚胺溶液的衬垫,当光纤经过该导轮组时会浸涂上一层极薄的涂料层,随后光纤在收绕轮的牵引下进入箱式电炉进行固化,箱式电炉的高温区分为两个区域,一个是溶剂挥发区,该区的温度范围是120℃~300℃,完成溶剂的挥发过程;另一个是分子合成区,该区的温度是300℃~500℃,完成溶质小分子的聚合过程。The secondary coating is to perform secondary coating and curing on the pre-coated and pre-cured optical fiber. The pre-cured optical fiber enters the horizontal box-type resistance furnace through the guide wheel group for curing. The " A liner impregnated with polyimide solution is placed at the bottom of the V" groove. When the optical fiber passes through the guide wheel set, it will be coated with a very thin layer of paint, and then the optical fiber enters the box under the pull of the winding wheel. The high temperature zone of the box-type electric furnace is divided into two areas, one is the solvent volatilization area, the temperature range of this area is 120 ° C ~ 300 ° C, to complete the volatilization process of the solvent; the other is the molecular synthesis area, the temperature of this area is It is 300°C~500°C to complete the polymerization process of small solute molecules.
二次涂覆可进行1至6次,以提高涂料的固化质量并控制合适的涂层厚度,达到对光纤的增强和增韧作用。The second coating can be carried out 1 to 6 times to improve the curing quality of the coating and control the appropriate coating thickness to achieve the strengthening and toughening effect on the optical fiber.
二次涂覆通过在箱式电炉的两头设置两组导轮组,使固化的光纤由第二导轮组引导返回第一导轮组涂覆后再进入箱式电炉进行固化,其中第一导轮组导轮的“V”型槽底部垫有浸渍有聚酰亚胺溶液的衬垫,第二导轮组V型槽底部衬垫不浸渍涂料溶液,只起引导方向的作用,光纤从第二导轮组穿过箱式电炉的外围返回第一导轮组,再重复上述导轮涂覆和箱式电炉固化的过程,如此循环反复多次涂覆-固化形成最终的耐高温光纤产品,最多可以有6次循环过程。For the secondary coating, two sets of guide wheels are set at both ends of the box-type electric furnace, so that the cured optical fiber is guided by the second guide wheel set and returned to the first guide wheel set for coating, and then enters the box-type electric furnace for curing. The bottom of the "V" groove of the guide wheel of the wheel set is lined with a liner impregnated with polyimide solution. The liner at the bottom of the V-shaped groove of the second guide wheel set is not impregnated with the paint solution, but only serves as a guide. The second guide wheel set passes through the periphery of the box-type electric furnace and returns to the first guide wheel set, and then repeats the above-mentioned process of guide wheel coating and box-type electric furnace curing, and this cycle repeats coating-curing for many times to form the final high-temperature-resistant optical fiber product. Up to 6 cycles are possible.
二次涂覆所用涂料溶液粘度范围是1000cps至10000cps,典型的粘度范围是1000cps至7000cps。The viscosity range of the coating solution used for secondary coating is 1000cps to 10000cps, and the typical viscosity range is 1000cps to 7000cps.
二次涂覆固化后形成光纤底涂层外的聚酰亚胺涂覆层为外涂层。外涂层材料杨氏模量等于或大于2GPa,典型值不小于4GPa,即外涂层模量比内涂层高,是因为外涂层用于承受外界应用环境的作用,较高的杨氏模量有助于提高光纤的机械可靠性。外涂层的玻璃态转变温度等于或高于300℃,典型的转变温度高于350℃,外涂层厚度为聚酰亚胺涂层总厚度的1/3至1/2,以HTG50/125/155光纤为例,外涂层的厚度为5μm至7.5μm。影响厚度的关键因素是溶液粘度、光纤的拉丝速度、固化时间。After the secondary coating is cured, the polyimide coating layer outside the optical fiber primer layer is formed as the outer coating layer. The Young's modulus of the outer coating material is equal to or greater than 2GPa, and the typical value is not less than 4GPa, that is, the modulus of the outer coating is higher than that of the inner coating, because the outer coating is used to withstand the external application environment, and the higher Young's modulus The amount helps to improve the mechanical reliability of the fiber. The glass transition temperature of the outer coating is equal to or higher than 300°C, and the typical transition temperature is higher than 350°C. The thickness of the outer coating is 1/3 to 1/2 of the total thickness of the polyimide coating, with HTG50/125 Taking /155 optical fiber as an example, the thickness of the outer coating is 5 μm to 7.5 μm. The key factors affecting the thickness are the viscosity of the solution, the drawing speed of the optical fiber, and the curing time.
在预固化的电炉内腔下端的出口处和/或二次涂覆固化的箱式电炉出口端设有抽风系统,抽风量为30~50L/min。抽风的作用是及时排除预固化通道内的溶剂分子促进固化反应,并且避免了固化工艺产生的废气对室内环境的污染。An exhaust system is provided at the outlet of the lower end of the pre-cured electric furnace cavity and/or at the outlet of the box-type electric furnace for secondary coating and curing, and the exhaust air volume is 30~50L/min. The function of the ventilation is to remove the solvent molecules in the pre-curing channel in time to promote the curing reaction, and to avoid the pollution of the indoor environment by the waste gas generated by the curing process.
所述的收绕是经二次涂覆工艺制成的耐高温光纤穿越第二个外径监测单元之后,最后进入收绕机构进行收线,一次收线长度可达4km甚至6km。收线是将较大长度的光纤收绕在直径不小于400mm的收线筒上,该收线筒的转速由电脑控制的精密伺服电机控制,转速与第一个外径监测单元相关联,以控制光纤石英玻璃包层的直径。第二个外径监测单元作用是监测光纤产品的涂层几何尺寸,不起控制作用。The above-mentioned winding is that the high-temperature-resistant optical fiber made by the secondary coating process passes through the second outer diameter monitoring unit, and finally enters the winding mechanism for winding, and the length of the winding can reach 4km or even 6km at a time. The take-up is to wind a relatively long optical fiber on a take-up barrel with a diameter of not less than 400mm. The speed of the take-up barrel is controlled by a computer-controlled precision servo motor. The speed is associated with the first outer diameter monitoring unit to Controls the diameter of the optical fiber silica glass cladding. The function of the second outer diameter monitoring unit is to monitor the coating geometry of the optical fiber product, but not to control it.
本发明用于制造耐高温光纤的专用设备技术方案为:The technical scheme of the special equipment for manufacturing high temperature resistant optical fiber of the present invention is as follows:
包括有熔融拉丝装置和收绕机构,在熔融拉丝装置和收绕机构安设预涂覆装置和预固化装置,预涂覆装置和预固化装置设置1~3套,交替串接,在预涂覆装置和预固化装置之后安设二次涂覆固化装置,二次涂覆固化装置的输出端与收绕机构衔接。It includes a melting wire drawing device and a winding mechanism, and a pre-coating device and a pre-curing device are installed on the melting wire drawing device and the winding mechanism. The pre-coating device and the pre-curing device are provided with 1 to 3 sets, which are connected in series alternately. After the coating device and the pre-curing device, a secondary coating and curing device is installed, and the output end of the secondary coating and curing device is connected with the winding mechanism.
按上述方案,所述的预涂覆装置由装有聚酰亚胺溶液的储料瓶和带尖嘴的涂覆杯组成,储料瓶内充有高压纯净气体,用气压将储料瓶的涂料溶液挤进涂覆杯。According to the above scheme, the pre-coating device is composed of a storage bottle containing polyimide solution and a coating cup with a pointed mouth. The storage bottle is filled with high-pressure pure gas, and the storage bottle is filled with air pressure. The coating solution is squeezed into the coating cup.
按上述方案,所述的预固化装置为竖直放置的圆筒形电炉,电炉内腔圆柱形的高温区即为预固化通道,高温区分为两个区域,一个是溶剂挥发区,温度范围是100℃~240℃,另一个是分子合成区,温度是240℃~460℃。According to the above scheme, the pre-curing device is a vertically placed cylindrical electric furnace, and the cylindrical high-temperature zone in the inner cavity of the electric furnace is the pre-curing channel. The high-temperature zone is divided into two zones, one is the solvent volatilization zone, and the temperature range is 100 ℃ ~ 240 ℃, the other is the molecular synthesis area, the temperature is 240 ℃ ~ 460 ℃.
按上述方案,所述的二次涂覆固化装置包括水平安设的箱式电炉,在箱式电路两头对应设置两组导轮组,两组导轮组的导轮个数相同,为1~6个,其中第一导轮组导轮的“V”型槽底部垫有浸渍有聚酰亚胺溶液的衬垫,安设在箱式电炉的进入端,第二导轮组安设在箱式电炉的出口端,箱式电炉对应两头导轮组每个导轮的上端切向设置固化通道,两头导轮组每个导轮的下端切向对应于箱式电炉的外侧下方。According to the above scheme, the secondary coating and curing device includes a box-type electric furnace installed horizontally, two sets of guide wheels are correspondingly arranged at both ends of the box-type circuit, and the number of guide wheels of the two sets of guide wheels is the same, ranging from 1 to 6 pieces, among which the bottom of the "V" groove of the first guide wheel group is padded with a liner impregnated with polyimide solution, which is installed at the entry end of the box-type electric furnace, and the second guide wheel set is installed in the box At the outlet end of the electric furnace, the box-type electric furnace corresponds to the upper end of each guide wheel of the two-end guide wheel group and sets the curing channel tangentially, and the lower end of each guide wheel of the two-end guide wheel group tangentially corresponds to the outside of the box-type electric furnace.
按上述方案,在预固化的电炉内腔下端的出口处和/或二次涂覆固化的箱式电炉出口端设有抽风装置,抽风量为30~50L/min。According to the above scheme, an exhaust device is provided at the outlet of the lower end of the pre-cured electric furnace cavity and/or at the outlet of the box-type electric furnace for secondary coating and curing, and the exhaust air volume is 30~50L/min.
本发明获得的有益效果为:The beneficial effect that the present invention obtains is:
1.本发明特定厚度的聚酰亚胺作涂覆层所构成的耐高温光纤包含耐高温通信光纤、能量传输光纤、传感光纤等,可以用于高温以及恶劣工作环境,长期使用温度可以高达300℃,克服了常规紫外固化工艺生产的聚丙烯酸酯涂层的光纤无法耐受恶劣工作环境的不足之处。且使用特性稳定,在恶劣环境中仍保持良好的持久性。1. The high-temperature-resistant optical fiber composed of polyimide with a specific thickness as the coating layer of the present invention includes high-temperature-resistant communication optical fiber, energy transmission optical fiber, sensing optical fiber, etc., which can be used in high temperature and harsh working environments, and the long-term use temperature can be as high as 300°C, which overcomes the disadvantage that polyacrylate-coated optical fibers produced by conventional UV curing processes cannot withstand harsh working environments. And the use characteristics are stable, and it still maintains good durability in harsh environments.
2.本发明的耐高温光纤制造方法可以准确控制光纤石英玻璃包层的直径和光纤涂层直径,确保包层直径偏差不超过±2%,涂层直径偏差不超过±3%。利用本发明方法制造出来的耐高温光纤产品具有100kpsi的筛选强度,产品段长可以达到4km甚至6km。2. The high-temperature-resistant optical fiber manufacturing method of the present invention can accurately control the diameter of the optical fiber silica glass cladding and the coating diameter of the optical fiber to ensure that the deviation of the cladding diameter does not exceed ±2%, and the deviation of the coating diameter does not exceed ±3%. The high-temperature-resistant optical fiber product produced by the method of the invention has a screening strength of 100kpsi, and the length of the product segment can reach 4km or even 6km.
附图说明 Description of drawings
图1是本发明一个实施例中预涂覆杯剖视图。Figure 1 is a cross-sectional view of a precoated cup in one embodiment of the present invention.
图2是本发明一个实施例中预固化炉剖面示意图。Fig. 2 is a schematic cross-sectional view of a pre-curing furnace in an embodiment of the present invention.
图3是二次固化中箱式电路固化通道的示意图。Fig. 3 is a schematic diagram of a box-type circuit curing channel in secondary curing.
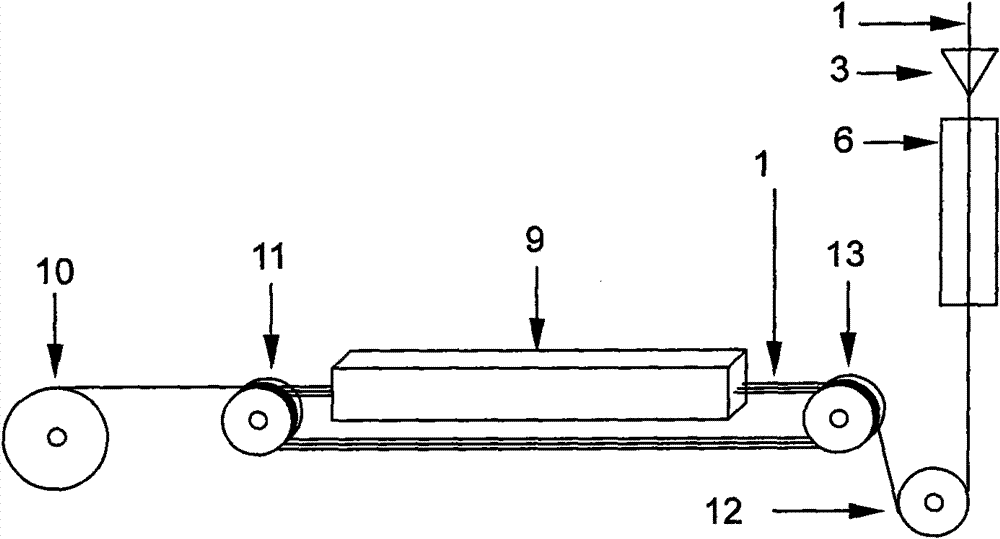
图4是本发明耐高温光纤专用设备示意图。Fig. 4 is a schematic diagram of the special equipment for high temperature resistant optical fiber of the present invention.
具体实施方式Detailed ways
以下通过实施例和附图对本发明作进一步的详细说明。The present invention will be described in further detail below through the embodiments and the accompanying drawings.
本发明中的各种耐高温光纤均是采用预涂覆加上二次涂覆的工艺制备。工艺的关键在于预固化炉和箱式电炉的温度设置以及预制棒电熔炉的温度设置。下面进一步说明本发明的实施例。Various high temperature resistant optical fibers in the present invention are prepared by pre-coating plus secondary coating process. The key to the process lies in the temperature setting of the pre-curing furnace and box-type electric furnace and the temperature setting of the preform electric melting furnace. Embodiments of the present invention are further described below.
第1个实施例:光纤类型为HT50/55/65,是一种紫外传输光纤。直径为21mm的预制棒在2180℃的高温热场中熔缩牵引延长形成光导纤维,在12m/min的牵引速度下,涂覆聚酰亚胺涂层后形成光纤成品。该光纤石英玻璃包层直径为55μm,聚酰亚胺涂层直径为65μm,涂层单边厚度为5μm。底涂层的涂料溶液粘度为5500cps,固化时间为5秒钟,预固化电炉高温区温度设置分别为溶剂挥发区230℃,分子合成区375℃。固化后的底涂层杨氏模量为2.2GPa,玻璃态转变温度为330℃,折射率为1.5,单边厚度为2.5μm。外涂层涂料溶液粘度为1500cps,二次固化电炉高温区温度设置分别为溶剂挥发区270℃,分子合成区400℃。固化后的外涂层杨氏模量为4.5GPa,玻璃态转变温度为350℃,单边厚度为2.5μm。该光纤在200nm窗口衰减系数为1.2dB/m,在300nm窗口衰减系数为180dB/km。The first embodiment: the fiber type is HT50/55/65, which is a kind of ultraviolet transmission fiber. The preform rod with a diameter of 21mm is melted and shrunk in a high-temperature heat field of 2180°C and stretched to form an optical fiber. At a pulling speed of 12m/min, it is coated with a polyimide coating to form a finished optical fiber. The cladding diameter of the optical fiber silica glass is 55 μm, the diameter of the polyimide coating is 65 μm, and the thickness of one side of the coating is 5 μm. The viscosity of the paint solution of the primer layer is 5500cps, the curing time is 5 seconds, and the temperature in the high temperature zone of the pre-curing electric furnace is set to 230°C in the solvent volatilization zone and 375°C in the molecular synthesis zone. The Young's modulus of the cured primer layer is 2.2 GPa, the glass transition temperature is 330° C., the refractive index is 1.5, and the thickness on one side is 2.5 μm. The viscosity of the outer coating solution is 1500cps, and the temperature in the high temperature zone of the secondary curing electric furnace is set to 270°C in the solvent volatilization zone and 400°C in the molecular synthesis zone. The cured outer coating has a Young's modulus of 4.5 GPa, a glass transition temperature of 350° C., and a single side thickness of 2.5 μm. The optical fiber has an attenuation coefficient of 1.2dB/m in the 200nm window and 180dB/km in the 300nm window.
第2个实施例:光纤类型为HT9/125/155,是一种通信用耐高温单模光纤。直径为44mm的预制棒在2100℃的高温热场中熔缩牵引延长形成光导纤维,在10m/min的牵引速度下,涂覆聚酰亚胺涂层后形成光纤成品。该光纤石英玻璃包层直径为125μm,聚酰亚胺涂层直径为155μm,涂层单边厚度为15μm。底涂层涂料溶液粘度为5100cps,固化时间为6秒钟,预固化电炉高温区温度设置分别为溶剂挥发区235℃,分子合成区380℃。固化后的底涂层杨氏模量为2.5GPa,玻璃态转变温度为315℃,折射率为1.54,单边厚度为7.5μm。外涂层涂料溶液粘度为2000cps,二次固化电炉高温区温度设置分别为溶剂挥发区230℃,分子合成区390℃。固化后的外涂层杨氏模量为7.5GPa,玻璃态转变温度为370℃,单边厚度为7.5μm。该光纤在1310nm窗口衰减系数为0.6dB/km,在1550nm窗口衰减系数为0.5dB/km。The second embodiment: the fiber type is HT9/125/155, which is a high-temperature-resistant single-mode fiber for communication. The preform rod with a diameter of 44mm is melted and drawn in a high-temperature heat field at 2100°C to form an optical fiber. At a drawing speed of 10m/min, it is coated with a polyimide coating to form a finished optical fiber. The cladding diameter of the optical fiber silica glass is 125 μm, the diameter of the polyimide coating is 155 μm, and the thickness of one side of the coating is 15 μm. The viscosity of the primer coating solution is 5100cps, and the curing time is 6 seconds. The temperature settings in the high temperature zone of the pre-curing electric furnace are 235°C in the solvent volatilization zone and 380°C in the molecular synthesis zone. The Young's modulus of the cured primer layer is 2.5 GPa, the glass transition temperature is 315° C., the refractive index is 1.54, and the thickness on one side is 7.5 μm. The viscosity of the outer coating solution is 2000cps, and the temperature in the high temperature zone of the secondary curing electric furnace is set to 230°C in the solvent volatilization zone and 390°C in the molecular synthesis zone. The cured outer coating has a Young's modulus of 7.5 GPa, a glass transition temperature of 370° C., and a single side thickness of 7.5 μm. The optical fiber has an attenuation coefficient of 0.6dB/km in the 1310nm window and 0.5dB/km in the 1550nm window.
第3个实施例:光纤类型为HTG50/125/155,是一种传感用耐高温多模光纤。直径为40mm的预制棒在2150℃的高温热场中熔缩牵引延长形成光导纤维,在8m/min的牵引速度下,涂覆聚酰亚胺涂层后形成光纤成品。该光纤石英玻璃包层直径为125μm,聚酰亚胺涂层直径为155μm,涂层单边厚度为15μm。底涂层涂料溶液粘度为7000cps,固化时间为8秒钟,预固化电炉高温区温度设置分别为溶剂挥发区240℃,分子合成区410℃。固化后的底涂层杨氏模量为2.3GPa,玻璃态转变温度为355℃,折射率为1.6,单边厚度为10μm。外涂层涂料溶液粘度为1200cps,二次固化电炉高温区温度设置分别为溶剂挥发区260℃,分子合成区410℃。固化后的外涂层杨氏模量为4.5GPa,玻璃态转变温度为370℃,单边厚度为5μm。该光纤在850nm窗口衰减系数为2.6dB/km,在1300nm窗口衰减系数为0.8dB/km。The third embodiment: the fiber type is HTG50/125/155, which is a high temperature resistant multimode fiber for sensing. The preform rod with a diameter of 40mm is melted and shrunk in a high-temperature heat field of 2150°C and stretched to form an optical fiber. At a pulling speed of 8m/min, it is coated with a polyimide coating to form a finished optical fiber. The cladding diameter of the optical fiber silica glass is 125 μm, the diameter of the polyimide coating is 155 μm, and the thickness of one side of the coating is 15 μm. The viscosity of the primer coating solution is 7000cps, and the curing time is 8 seconds. The temperature settings in the high temperature zone of the pre-curing electric furnace are 240°C in the solvent volatilization zone and 410°C in the molecular synthesis zone. The Young's modulus of the cured primer layer is 2.3 GPa, the glass transition temperature is 355° C., the refractive index is 1.6, and the thickness on one side is 10 μm. The viscosity of the coating solution for the outer coating is 1200cps, and the temperature settings in the high temperature zone of the secondary curing electric furnace are 260°C in the solvent volatilization zone and 410°C in the molecular synthesis zone. The cured outer coating has a Young's modulus of 4.5 GPa, a glass transition temperature of 370° C., and a single side thickness of 5 μm. The optical fiber has an attenuation coefficient of 2.6dB/km in the 850nm window and 0.8dB/km in the 1300nm window.
第4个实施例:光纤类型为HT400/440/470,是一种激光传输光纤。直径为21mm的预制棒在2200℃的高温热场中熔缩牵引延长形成光导纤维,在5m/min的牵引速度下,涂覆聚酰亚胺涂层后形成光纤成品。该光纤石英玻璃包层直径为440μm,聚酰亚胺涂层直径为470μm,涂层单边厚度为15μm。底涂层涂料溶液粘度为6300cps,固化时间为12秒钟,预固化电炉高温区温度设置分别为溶剂挥发区227℃,分子合成区445℃。固化后的底涂层杨氏模量为3.4GPa,玻璃态转变温度为405℃,折射率为1.45,单边厚度为10μm。外涂层涂料溶液粘度为3400cps,二次固化电炉高温区温度设置分别为溶剂挥发区290℃,分子合成区435℃。固化后的外涂层杨氏模量为6.0GPa,玻璃态转变温度为410℃,单边厚度为5μm。该光纤在300nm窗口衰减系数为180dB/km,在800nm窗口衰减系数为8dB/km。Fourth embodiment: the fiber type is HT400/440/470, which is a kind of laser transmission fiber. The preform rod with a diameter of 21mm is melted and shrunk in a high-temperature heat field of 2200°C and stretched to form an optical fiber. At a pulling speed of 5m/min, it is coated with a polyimide coating to form a finished optical fiber. The cladding diameter of the optical fiber silica glass is 440 μm, the diameter of the polyimide coating is 470 μm, and the thickness of one side of the coating is 15 μm. The viscosity of the primer coating solution is 6300cps, and the curing time is 12 seconds. The temperature settings in the high temperature zone of the pre-curing electric furnace are 227°C in the solvent volatilization zone and 445°C in the molecular synthesis zone. The Young's modulus of the cured primer layer is 3.4GPa, the glass transition temperature is 405° C., the refractive index is 1.45, and the thickness on one side is 10 μm. The viscosity of the outer coating solution is 3400cps, and the temperature settings in the high temperature zone of the secondary curing electric furnace are 290°C in the solvent volatilization zone and 435°C in the molecular synthesis zone. The cured outer coating has a Young's modulus of 6.0 GPa, a glass transition temperature of 410° C., and a single side thickness of 5 μm. The optical fiber has an attenuation coefficient of 180dB/km in the 300nm window and 8dB/km in the 800nm window.
在第5个实施例中,光纤类型为HT600/660/710,是一种高损伤域值激光传输光纤。直径为22mm的预制棒在2200℃的高温热场中熔缩牵引延长形成光导纤维,在4m/min的牵引速度下,涂覆聚酰亚胺涂层后形成光纤成品。该光纤石英玻璃包层直径为660μm,聚酰亚胺涂层直径为710μm,涂层单边厚度为25μm。底涂层涂料溶液粘度为5700cps,固化时间为15秒钟,预固化电炉高温区温度设置分别为溶剂挥发区210℃,分子合成区425℃。固化后的底涂层杨氏模量为3.3GPa,玻璃态转变温度为335℃,折射率为1.42,厚度为15μm。外涂层涂料溶液粘度为5300cps,二次固化电炉高温区温度设置分别为溶剂挥发区270℃,分子合成区490℃。固化后的外涂层杨氏模量为11GPa,玻璃态转变温度为400℃,单边厚度为10μm。该光纤在850nm窗口衰减系数为10dB/km,在1064nm窗口衰减系数为9.8dB/km。In the fifth embodiment, the fiber type is HT600/660/710, which is a high damage threshold laser transmission fiber. The preform rod with a diameter of 22mm is melted and drawn in a high temperature heat field at 2200°C to form an optical fiber. At a drawing speed of 4m/min, it is coated with a polyimide coating to form a finished optical fiber. The cladding diameter of the optical fiber silica glass is 660 μm, the diameter of the polyimide coating is 710 μm, and the thickness of one side of the coating is 25 μm. The viscosity of the primer coating solution is 5700cps, the curing time is 15 seconds, and the temperature in the high temperature zone of the pre-curing electric furnace is set to 210°C in the solvent volatilization zone and 425°C in the molecular synthesis zone. The Young's modulus of the cured primer layer is 3.3 GPa, the glass transition temperature is 335° C., the refractive index is 1.42, and the thickness is 15 μm. The viscosity of the outer coating solution is 5300cps, and the temperature settings in the high temperature zone of the secondary curing electric furnace are 270°C in the solvent volatilization zone and 490°C in the molecular synthesis zone. The cured outer coating has a Young's modulus of 11 GPa, a glass transition temperature of 400° C., and a single side thickness of 10 μm. The optical fiber has an attenuation coefficient of 10dB/km in the 850nm window and 9.8dB/km in the 1064nm window.
在第6个实施例中,光纤类型为HT1000/1100/1180,是一种可见至红外传输光纤。直径为26mm的预制棒在2250℃的高温热场中熔缩牵引延长形成光导纤维,在2m/min的牵引速度下,涂覆聚酰亚胺涂层后形成光纤成品。该光纤石英玻璃包层直径为1100μm,聚酰亚胺涂层直径为1180μm,涂层单边厚度为40μm。底涂层涂料溶液粘度为8900cps,固化时间为30秒钟,预固化电炉高温区温度设置分别为溶剂挥发区225℃,分子合成区410℃。固化后的底涂层杨氏模量为2.1GPa,玻璃态转变温度为380℃,折射率为1.7,单边厚度为20μm。外涂层涂料溶液粘度为5300cps,二次固化电炉高温区温度设置分别为溶剂挥发区295℃,分子合成区460℃。固化后的外涂层杨氏模量为4.1GPa,玻璃态转变温度为400℃,单边厚度为20μm。该光纤在470nm窗口衰减系数为25dB/km,在630nm窗口衰减系数为10dB/km。In the sixth embodiment, the fiber type is HT1000/1100/1180, which is a visible to infrared transmission fiber. The preform rod with a diameter of 26mm is melted and shrunk in a high-temperature heat field of 2250°C and stretched to form an optical fiber. At a pulling speed of 2m/min, it is coated with a polyimide coating to form a finished optical fiber. The cladding diameter of the optical fiber silica glass is 1100 μm, the diameter of the polyimide coating is 1180 μm, and the thickness of one side of the coating is 40 μm. The viscosity of the primer coating solution is 8900cps, and the curing time is 30 seconds. The temperature settings in the high temperature zone of the pre-curing electric furnace are 225°C in the solvent volatilization zone and 410°C in the molecular synthesis zone. The Young's modulus of the cured primer layer is 2.1 GPa, the glass transition temperature is 380° C., the refractive index is 1.7, and the thickness on one side is 20 μm. The viscosity of the outer coating solution is 5300cps, and the temperature settings in the high temperature zone of the secondary curing electric furnace are 295°C in the solvent volatilization zone and 460°C in the molecular synthesis zone. The cured outer coating has a Young's modulus of 4.1 GPa, a glass transition temperature of 400° C., and a single side thickness of 20 μm. The optical fiber has an attenuation coefficient of 25dB/km in the 470nm window and 10dB/km in the 630nm window.
本发明设备的实施例如附图所示,石英玻璃光纤1经预涂覆杯3之后进入预固化装置6进行预固化,这样的预涂覆和预固化装置可安设3组,简化的示意图中只列出1组。预涂覆装置由装有聚酰亚胺溶液的储料瓶和带橡胶尖嘴4的涂覆杯3组成,储料瓶内充有高压纯净气体,用气压将储料瓶的涂料溶液2挤进涂覆杯,光纤经预涂覆杯从预涂覆杯底的橡胶尖嘴穿出进入预固化装置6,预固化装置为竖直放置的圆筒形电炉,电炉内腔圆柱形的高温区即为预固化通道,高温区分为两个区域,一个是溶剂挥发区7,温度范围是100℃~240℃,另一个是分子合成区5,温度是240℃~460℃。光纤经预涂覆、预固化后经由导轮12引导进入二次涂覆固化,二次涂覆固化装置包括水平安设的箱式电炉9,在箱式电炉两头对应设置两组导轮组,两组导轮组的导轮个数相同,为1~6个,其中第一导轮组13导轮的“V”型槽底部垫有浸渍有聚酰亚胺溶液的衬垫,安设在箱式电炉的进入端,第二导轮组11安设在箱式电炉的出口端,箱式电炉对应两头导轮组每个导轮的上端切向设置固化通道8,两头导轮组每个导轮的下端切向对应于箱式电炉的外侧下方。经第一导轮组13浸涂上薄层涂料后进入箱式固化炉9进行二次固化,再由第二导轮组11引导返回第一导轮组重复二次涂覆与二次固化过程。因为导轮组分别由6只具有独立转动的同心导轮组成,光纤经导轮组引导固化的过程最多可以有6次。经6次固化后的光纤成品由收绕机构10收绕在光纤承绕筒上。在预固化的电炉内腔下端的出口处和/或二次涂覆固化的箱式电炉出口端设有抽风装置,抽风量为30~50L/min。The embodiment of the equipment of the present invention is shown in the accompanying drawings. After the
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009102732624A CN101726792B (en) | 2009-12-15 | 2009-12-15 | High-temperature resistant optical fiber and method for manufacturing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009102732624A CN101726792B (en) | 2009-12-15 | 2009-12-15 | High-temperature resistant optical fiber and method for manufacturing same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101726792A CN101726792A (en) | 2010-06-09 |
| CN101726792B true CN101726792B (en) | 2013-02-13 |
Family
ID=42447927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009102732624A Active CN101726792B (en) | 2009-12-15 | 2009-12-15 | High-temperature resistant optical fiber and method for manufacturing same |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101726792B (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102109634A (en) * | 2010-12-27 | 2011-06-29 | 富通集团有限公司 | Silica optical fiber with large core diameter for illumination and energy transmission |
| CN102360096A (en) * | 2011-10-10 | 2012-02-22 | 中天科技光纤有限公司 | High temperature resistant fiber and processing technology thereof |
| CN103295700B (en) * | 2013-04-27 | 2016-03-02 | 宁波隆达电子科技有限公司 | Electric cable core wire coating unit |
| CN103496857B (en) * | 2013-09-23 | 2015-10-28 | 宁波大学 | A kind of method forming polymer protective layer on chalcogenide glass fiber prefabricated rods surface |
| CN103869438A (en) * | 2014-03-31 | 2014-06-18 | 江苏科信光电科技有限公司 | High-temperature FTTH drop cable and manufacturing technology thereof |
| CN103941331A (en) * | 2014-05-07 | 2014-07-23 | 江苏亨通光纤科技有限公司 | Polyimide coated optical fiber and machining process thereof |
| CN103992491B (en) * | 2014-05-23 | 2017-06-06 | 西安交通大学 | A kind of processing method and processing device of enhancing PI coated optical fibers and epoxy resin interface |
| CN106476305B (en) * | 2016-12-22 | 2019-03-05 | 苏州振瑞昌材料科技有限公司 | A kind of strengthening core Preparation equipment |
| CN111153597A (en) * | 2019-12-26 | 2020-05-15 | 中天科技光纤有限公司 | optical fiber |
| CN113292256B (en) * | 2021-06-18 | 2024-01-09 | 江苏华能电缆股份有限公司 | Polyimide coating process for resisting high temperature and hydrogen loss on surface of optical fiber |
| CN114280720B (en) * | 2021-12-28 | 2023-03-10 | 长飞光纤光缆股份有限公司 | Optical fiber and optical signal sensing system |
| CN114808437B (en) * | 2022-05-18 | 2024-06-21 | 四川华智纤维有限公司 | Method for surface treatment of polymer yarns |
| CN115453681B (en) * | 2022-09-27 | 2024-10-01 | 中海石油(中国)有限公司 | A carbon-coated weak fiber grating array and its preparation method |
| CN116174251B (en) * | 2023-03-21 | 2025-11-21 | 西安交通大学 | Grating region coating device for optical fiber grating |
| CN116924675A (en) * | 2023-07-25 | 2023-10-24 | 中天科技光纤有限公司 | Method for manufacturing high-strength low-loss optical fiber and optical fiber |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5367046A (en) * | 1992-04-10 | 1994-11-22 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Low dielectric polyimide fibers |
| US6855422B2 (en) * | 2000-09-21 | 2005-02-15 | Monte C. Magill | Multi-component fibers having enhanced reversible thermal properties and methods of manufacturing thereof |
| CN200986600Y (en) * | 2006-12-20 | 2007-12-05 | 李高社 | High temperature resistant optical fiber |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008141066A (en) * | 2006-12-04 | 2008-06-19 | Hitachi Cable Ltd | Optical fiber for fiber laser device and fiber laser device |
-
2009
- 2009-12-15 CN CN2009102732624A patent/CN101726792B/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5367046A (en) * | 1992-04-10 | 1994-11-22 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Low dielectric polyimide fibers |
| US6855422B2 (en) * | 2000-09-21 | 2005-02-15 | Monte C. Magill | Multi-component fibers having enhanced reversible thermal properties and methods of manufacturing thereof |
| CN200986600Y (en) * | 2006-12-20 | 2007-12-05 | 李高社 | High temperature resistant optical fiber |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101726792A (en) | 2010-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101726792B (en) | High-temperature resistant optical fiber and method for manufacturing same | |
| CN103941331A (en) | Polyimide coated optical fiber and machining process thereof | |
| CN103193398B (en) | A preparation method for one-time high-speed wire drawing forming high temperature resistant optical fiber | |
| JP4990429B2 (en) | Cooling method of optical fiber during drawing | |
| CN102503116A (en) | Method for manufacturing rotary optical fiber and rotary fiber winding device | |
| CN102998743B (en) | Low-loss single-mode optical fiber applied to long-distance communication transmission and manufacture method thereof | |
| CN113292256B (en) | Polyimide coating process for resisting high temperature and hydrogen loss on surface of optical fiber | |
| CN108802896B (en) | Optical fiber and preparation method thereof | |
| US11518709B2 (en) | Optical fiber coating die assembly having inlet tube | |
| GB993322A (en) | Method and apparatus for making optic devices | |
| CN203849452U (en) | Polyimide-coated optical fiber | |
| WO2014110998A1 (en) | Rotating wire-drawing apparatus and operating method therefore | |
| CN207067442U (en) | A kind of optical fiber | |
| CN103323906A (en) | High-temperature-resisting optical fiber | |
| CN103412388A (en) | Production device for optical cable reinforcement part | |
| CN203350478U (en) | High temperature resistant fiber | |
| JPH0310204A (en) | Nonlinear optical fiber and its manufacture | |
| WO2021128213A1 (en) | Optical fiber and forming method therefor | |
| CN103278881B (en) | A kind of manufacturing process of high-temperature resistant optical fiber | |
| CN109212696A (en) | Coal mine low smoke and zero halogen Plastic-sheathed Cable high-temperature resistant optical fiber and its manufacturing method | |
| JP5942630B2 (en) | Optical fiber manufacturing method | |
| CN104891827A (en) | Process for optical fiber drawing and primary coating | |
| CN105353483A (en) | Full-dry nonmetal optical cable | |
| CN217323881U (en) | Special optical fiber drawing device | |
| CN111103651A (en) | Optical fiber and method of forming the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee |
Owner name: YANGTZE OPTICAL FIBRE AND CABLE CO., LTD Free format text: FORMER NAME: CHANGFEI FIBRE-OPTICAL + OPTICAL CABLE CO., LTD. |
|
| CP01 | Change in the name or title of a patent holder |
Address after: 430073 Hubei city of Wuhan province Wuchang two Guanshan Road No. four Patentee after: Yangtze Optical Fibre and Cable Co., Ltd Address before: 430073 Hubei city of Wuhan province Wuchang two Guanshan Road No. four Patentee before: Changfei Fibre-Optical & Optical Cable Co., Ltd. |