

J. Manuf. Mater. Process., Volume 7, Issue 1 (February 2023) – 50 articles
Cover Story (view full-size image):
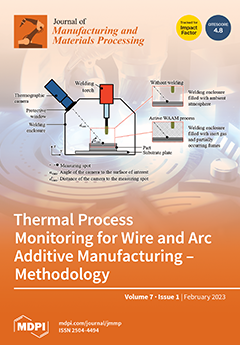
The Wire and Arc Additive Manufacturing (WAAM) process has a high potential for industrial applications in aviation. This study presents an approach to determine absolute values of the interlayer temperatures during the process using Ti-6Al-4V. The emissivity and transmittance are calibrated to enable a precise thermographic measurement. The methodology is validated by comparing the recorded data with signals from the thermocouples to align the absolute temperature values. Results show that with an interlayer temperature of 200 °C, heat accumulation occurs at the center of the layer due to faster cooling at the free ends. The methodology enables a non-tactile and reproducible measurement of the interlayer temperature during the WAAM process. View this paper
- Issues are regarded as officially published after their release is announced to the table of contents alert mailing list.
- You may sign up for e-mail alerts to receive table of contents of newly released issues.
- PDF is the official format for papers published in both, html and pdf forms. To view the papers in pdf format, click on the "PDF Full-text" link, and use the free Adobe Reader to open them.
Previous Issue
Next Issue