Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
Flow Assurance Management and Benchmarking: Slugging, Hydrate and
Wax Formation Assessment of an Offshore Oil Field.
Abstract
Over the years, the desire of oil and gas operators to reduce topside facilities using Subsea Production
Systems (SPS) has increased tremendously. This has resulted in the overwhelming importance of flow
assurance studies in ensuring the SPS delivers the produced fluid to the production platform at the
desired operating conditions for surface facilities while still meeting the production ambition of the oil
and gas operator. This paper will illustrate how flow assurance management and benchmarking for
slugging, hydrate and wax formation was achieved for an offshore oil field. Furthermore, it concludes
by recommending operational modes which should be addressed prior to finalising the pipeline
architecture by proposing possible approaches to maximizing production for the field under study.
Key Words: Slugging, Hydrates, Wax, Overall Heat Transfer, Insulation, Pressure Loss, Vapour Quality, Multiphase Flow
1.0 Introduction
The field under study consists of the exploitation of an associated gas, dry oil reservoir with no
significant water production expected in its first 3 years of operation. The operator is desirous of
producing this reservoir using a drill centre consisting of four (4) wells, each anticipated to have a liquid
production rate of 820 (standard) sm3/day which ultimately translates to a peak production
rate/throughput from the four wells to be 3,280 sm3/day. The production wells will be linked to a
clustered production manifold using jumper /tie-in spools. The fluids from the reservoir is expected to
be a single phase fluid, which will be transported from the wellhead to the topside platform using a
10,000 m pipeline between the cluster production manifold and riser base and a 200 m riser between
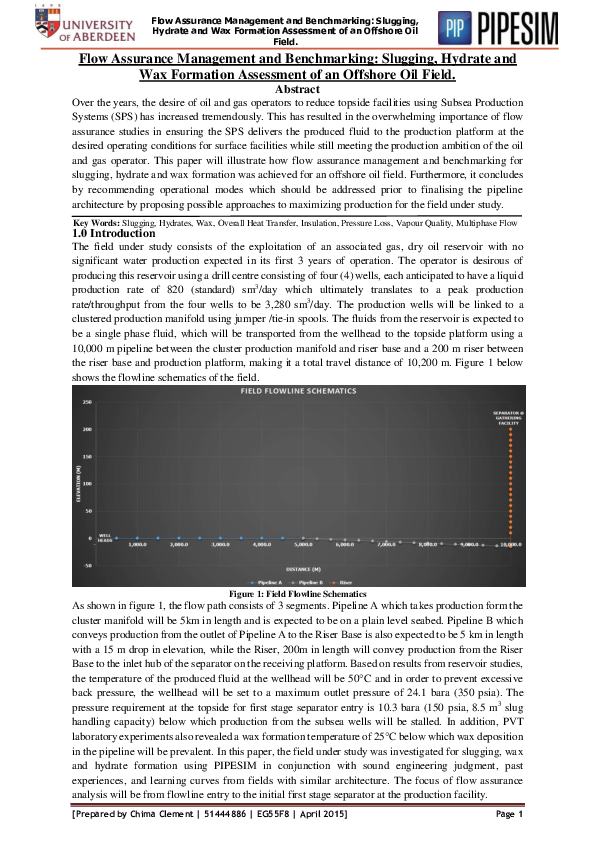
the riser base and production platform, making it a total travel distance of 10,200 m. Figure 1 below
shows the flowline schematics of the field.
Figure 1: Field Flowline Schematics
As shown in figure 1, the flow path consists of 3 segments. Pipeline A which takes production form the
cluster manifold will be 5km in length and is expected to be on a plain level seabed. Pipeline B which
conveys production from the outlet of Pipeline A to the Riser Base is also expected to be 5 km in length
with a 15 m drop in elevation, while the Riser, 200m in length will convey production from the Riser
Base to the inlet hub of the separator on the receiving platform. Based on results from reservoir studies,
the temperature of the produced fluid at the wellhead will be 50°C and in order to prevent excessive
back pressure, the wellhead will be set to a maximum outlet pressure of 24.1 bara (350 psia). The
pressure requirement at the topside for first stage separator entry is 10.3 bara (150 psia, 8.5 m3 slug
handling capacity) below which production from the subsea wells will be stalled. In addition, PVT
laboratory experiments also revealed a wax formation temperature of 25°C below which wax deposition
in the pipeline will be prevalent. In this paper, the field under study was investigated for slugging, wax
and hydrate formation using PIPESIM in conjunction with sound engineering judgment, past
experiences, and learning curves from fields with similar architecture. The focus of flow assurance
analysis will be from flowline entry to the initial first stage separator at the production facility.
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 1
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
2.0 Base Data
Multicomponent mixture characterizations of reservoir fluids which exist as complex hydrocarbons are
important to petroleum processes in order to be able to provide accurate fluid description, present
solutions to improve compositional analysis and aid in system design. It is also a basis for the economics
of projects with accurate phase behavior predictions as a major objective [1]. The subsequent subsections below gives a detailed description of the fluid composition for the field under study and
attempts to recommend the appropriate line sizing based on boundary conditions to be utilized at the
initialization of hydrocarbon production from the field.
2.1 Fluid Composition
The fluid composition for the field under study consist predominantly of a compositional oil model.
Table one below shows the fluid composition of the hydrocarbon to be produced. Water cut is
anticipated to be initially 0% for the first three years of its production, thereafter increasing up to 90%
during the field’s productive life.
Table 1: Compositional Fluid Properties at Inlet Conditions (@ 0% Water Content)
Components
Boiling
Point
°C
Methane (C1)
Ethane (C2)
Propane (C3)
Iso-Butane (IC4)
Butane (NC4)
Iso-Pentane (IC5)
Pentane (NC5)
Hexane (NC6)
-161.49
-88.60
-42.04
-11.72
-0.50
27.84
36.07
68.73
C7+
101.1
H2O
Mixture Property
100
-9.56
Molecular
Critical
Mole
Specific
Weight
Temperature
Gravity
%
g/mole
°C
Pure Hydrocarbon Components
16.043
0.424
36.50
-82.57
30.070
0.546
4.40
32.17
44.096
0.584
2.60
96.68
58.123
0.597
0.63
134.99
58.123
0.616
0.13
151.97
72.150
0.618
0.67
187.25
72.150
0.624
0.83
196.55
86.177
0.658
2.70
234.45
Petroleum Fraction Component
115.000
0.683
51.54
268.00
Aqueous Component
18.015
1.000
0.00
373.98
71.45
0.5776
1.00
122.18
Critical
Pressure
Bar
Acentric
Factor
45.99
48.72
42.48
36.48
37.96
33.80
33.70
30.25
0.0115
0.0995
0.1523
0.1770
0.2002
0.2279
0.2515
0.3013
25.64
0.3462
220.55
34.85
0.3449
0.2041
Figure 2: Phase Diagram for Hydrocarbon Composition at Initial Condition
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 2
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
Using the hydrocarbon fluid composition presented in table 1, PIPESIM was used to model the phase
diagram of the hydrocarbon system as presented in figure 2. Further interpretation of the phase envelope
revealed the following fluid properties for the hydrocarbon compositional fluid;
Critical Temperature, � = 229.24°C
Critical Pressure, � = 75.17 bara
Cricondenbar, � = 104.69 bara
Cricondentherm, � �= 234.98°C
2.2 Stock Tank Component Phase Split and Thermodynamic Properties
Very key to ensuring a successful flow assurance management operation is understanding the
thermodynamic properties for each phase of the fluid at inlet conditions. Based on the output of the
compositional fluid components modelled in PipeSim, table 2 below presents the stock tank components
and phase split volume for each of the components.
Table 2: Stock Tank Component Phase Split and Thermodynamic Properties (@ 0% Water Content)
Components
Methane (C1)
Ethane (C2)
Propane (C3)
Iso-Butane (IC4)
Butane (NC4)
Iso-Pentane (IC5)
Pentane (NC5)
Hexane (NC6)
C7+
H2O
Total
Mole
(%)
Vapour Liquid
79.779
0.520
9.247
0.371
4.836
0.741
0.938
0.374
0.168
0.098
0.513
0.800
0.518
1.089
0.605
4.442
3.396
91.565
0.000
0.000
100
100
Thermodynamic
Properties
Mass Rate (kg/s)
Density (kg/m3)
Viscosity (Pa.s)
Enthalpy (J/Mol)
Entropy (J/Mol.K)
Thermal Cond (W/m.K)
Isobaric Heat Cap (J/Mol.K)
Isochoric Heat Cap (J/Mol.K)
Compressibility
Joule Thompson Coef. (K/Pa)
Gas Liquid Ratio (sm3/sm3)
Phases
Vapour
Liquid
4.82
27.41
1.00
722.11
-5
1.0453 ×10
4.9937 × 10-3
-474.74
-37,271.06
5.0841
-99.76
0.0350
0.1000
46.27
227.02
37.78
201.09
0.9949
0.0065
-6
7.7560 × 10
-4.8386 × 10-6
127.15
2.3 Bubble Point Pressure and Dew Point Pressure
Estimating the bubble point and dew point temperature and pressure of the hydrocarbon component is
very vital because it provides key information on the phase behavior of the compositional hydrocarbon
fluid at certain pressures and temperatures. The bubble point is the corresponding pressure and
temperature at which the first bubble of gas is evolved from the hydrocarbon when in a single phase
liquid state at operating conditions of temperature and pressure. Similarly, the dew point pressure is the
corresponding temperature and pressure at which the first droplet of liquid condenses from the
hydrocarbon when in a single phase gaseous state at operating conditions of pressure and temperature.
Using the Wilson expression as shown in equation 2.1, a manual calculation was done on Microsoft™
Excel to calculate the bubble point and dew point temperature & pressure of the compositional
hydrocarbon fluid. The Wilson’s equation is expressed as;
�
=
Where
��−
�−�
� −
−�
��
�
[ .
�
�
+��
−
°
��
]
.
°
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 3
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
Table 3: Bubble Point Temperature Calculation @ Wellhead Conditions
Ki
Mole Fraction
Components
Xi
Methane
Ethane
Propane
i-Butane
n-Butane
i-Pentane
Pentane
Hexane
C7+
Total
0.3650
0.0440
0.0260
0.0063
0.0013
0.0067
0.0083
0.0270
0.5154
1.00
Pc
Bar
Tc
°K
Accentric
Factor
45.99
48.72
42.48
36.48
37.96
33.8
33.7
30.25
25.64
190.43
305.17
369.68
407.99
424.97
460.25
469.55
507.45
541.00
0.0115
0.0995
0.1523
0.177
0.2002
0.2279
0.2515
0.3013
0.3462
P
Bar
24.1
Ki Xi
Ki
Ki Xi
Temperature
°K
213
3.3932
0.1571
0.0186
0.0046
0.0026
0.0007
0.0004
0.0001
0.0000
203
1.2385
0.0069
0.0005
0.0000
0.0000
0.0000
0.0000
0.0000
0.0000
1.2460
2.6713
0.1035
0.0110
0.0026
0.0014
0.0003
0.0002
0.0000
0.0000
0.9750
0.0046
0.0003
0.0000
0.0000
0.0000
0.0000
0.0000
0.0000
0.9799
From table 3 above, the bubble point temperature at the inlet condition of the wellhead was calculated
to be,
=
° ≈ − . ℃ with a corresponding bubble point pressure from the phase envelope
to be, � = .
.
Table 4: Dew Point Temperature Calculation @ Wellhead Conditions
Ki
Components
Mole Fraction
Yi
Pc
°K
Tc
Kelvin
Accentric
Factor
Methane
Ethane
Propane
i-Butane
n-Butane
i-Pentane
Pentane
Hexane
C7+
Total
0.365
0.044
0.026
0.0063
0.0013
0.0067
0.0083
0.027
0.5154
1.00
45.99
48.72
42.48
36.48
37.96
33.8
33.7
30.25
25.64
190.43
305.17
369.68
407.99
424.97
460.25
469.55
507.45
541.00
0.0115
0.0995
0.1523
0.177
0.2002
0.2279
0.2515
0.3013
0.3462
P
Bar
24.1
Yi/Ki
Ki
Yi/Ki
Temperature
°K
493
53.5093
19.1708
8.2868
4.5015
3.8332
2.1734
1.9251
1.0227
0.5263
498
0.0068
0.0023
0.0031
0.0014
0.0003
0.0031
0.0043
0.0264
0.9793
1.0271
54.6484
19.8873
8.6820
4.7443
4.0530
2.3119
2.0528
1.0993
0.5699
0.0067
0.0022
0.0030
0.0013
0.0003
0.0029
0.0040
0.0246
0.9043
0.9494
From table 4 above, the dew point temperature at the inlet condition of the wellhead was calculated to
be,
=
. ° ≈
. ℃ with a corresponding dew point pressure from the phase envelope to
be, � = .
.
3.0 Methodology
Using the pipeline architecture and compositional fluid base data discussed in the previous sections,
detailed analysis was carried out to determine the adequate riser and pipe sizing required to meet the
desired pressure demand at the topside whilst taking into account the erosional velocity of the flowing
stream in accordance with API RP 14E [2, p. 24]. Furthermore, using the outputted data presented by
PIPESIM (see appendix I) and in conjunction with sound engineering judgment and past technical
articles on the subject, further kinematic properties of the fluid were established. It is noteworthy that
this analysis is concerned with only fluid transportation from the production manifold on the seabed to
production platform at the surface. In addition, it has not taken into account pressure losses due to the
effects of fittings and bends in the system due to unavailability of key subsea hardware data.
3.1 Riser and Pipeline Sizing
The first task here is to establish the pipeline and riser sizing in order to achieve the desired production
rate. This was done by performing a series of sensitivity analysis for the three (3) available pipeline
sizes (0.241 m, 0.292 m, and 0.343 m) on a case by case bases from the minimum through to maximum
anticipated production throughputs (3280, 2460, 1640 and 820) sm3/day. As mentioned earlier and
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 4
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
based on the reservoir data provided, the field is expected a have a maximum water cut of 90%
throughout its entire life with negligible water production for the first 3 years of its operation.
The inlet pressure and temperature was fixed to 24.1 bar and 50°C respectively. The correct pipe sizing
should be one with the minimum pressure drop at the riser base. The values for outlet pressure at the
riser base was computed from the pressure/distance plot (see appendix 1.2 and 1.4). The sensitivity
analysis was performed over the range of pipe diameters available at different production rates. The
results are presented in tables 5 and 6 and the plotted curves in figures 3 and 4.
Table 5: Sensitivity Analysis for Pipe Sizing @ 0% Water
Cut
Table 6: Sensitivity Analysis for Pipe Sizing @ 90%
Water Cut
As shown in tables 5 and 6 and figures 3 and 4, the pipe ID with the lowest pressure drop is 0.343 m.
Figure 3: Plot of Pipe ID Vs. Outlet Pressure
@ 0% Water Cut
Figure 3: Plot of Pipe ID Vs. Outlet Pressure
@ 90% Water Cut
Further justification to the choice of line size is in accordance to API RP 14E sizing criteria for
gas/liquid two phase lines which stipulates that flowlines transporting gas and liquid in two phase flow
should be sized primarily on the basis of flow velocity. The velocity above which erosion may occur is
determined using the following empirical equation [2];
.
=
. .
√
Where c is an empirical constant and ρm is the no slip gas/liquid mixture density at flowing pressure and
temperature expressed in kg/m3. Ve which is the erosional velocity is expressed in m/sec. For continuous
service and assuming a solids free fluid, the empirical constant c is given as 100 m5/2 sec-1 kg-1/2. Results
from output files (see appendix 1.1 and 1.3) of the computational fluid dynamics (CFD) simulation
carried out using PipeSim reported a maximum no slip liquid hold up fraction � of 0.24 at 0% water
cut and 0.79 at 90% water cut. These values are maximum at the lowest production throughput (820
m3/day) and around the riser base. The no slip mixture density can be calculated from the gas � and
liquid density as;
= � + −� �
. .
Similarly, the phase densities are maximum for the lowest production throughput and at the riser base
(see appendix 1.1 and 1.3). Using equation 3.2, the no slip mixture densities were calculated to be
174.77 kg/m3 and 768.49 kg/m3 for 0% and 90% water cut respectively (see appendix III). Substituting
these values into equation 3.1 gave a projected value of 9.22 m/sec and 4.4 m/sec for erosional velocity
at 0% and 90% water cut respectively (see appendix IV). For the selected pipe ID of 0.343 m and in
accordance with results from the summary file of the CFD simulation (see appendix 1.2 and 1.4), the
mixture velocity of the hydrocarbon fluid at maximum throughput of 3280 sm3/day was found to be 2.9
m/sec (< 9.22 m/sec) and 0.9 m/sec (<4.4 m/sec) for 0% and 90% water cut respectively (see appendix
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 5
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
1.2 and 1.4). This is less than the erosional velocity earlier stated. Thus, it can be concluded that the
identified line size is acceptable from an erosion viewpoint in accordance with API RP 14E. A summary
of result for the erosional velocity criteria is presented in table 7 below.
Table 7: Summary of Results for Justification That Erosional Velocity Criteria was satisfied.
Erosional Velocity (API RP 14E)
Mixture Velocity @ 3280 sm3/day
0% Water Cut
90% Water Cut 0% Water Cut
90% Water Cut
0.343 m
9.22 m/sec
4.40 m/sec
2.9 m/sec
0.9 m/sec
Furthermore, the erosional velocity ratio which is the ratio of the fluid velocity at operating conditions
to erosional velocity can be plotted against the flowline distance to show likely points of erosion in the
system.
Line Size
Figure 5: Erosional Velocity-Distance Profile @ 0%
Water Cut
Figure 6: Erosional Velocity-Distance Profile @ 90%
Water Cut
As depicted in figures 5 and 6, an erosional velocity ratio less than 1 signifies an erosion free system.
3.2 Pressure/Temperature – Distance Profile
The pressure/temperature distance profile gives us an overview for areas of major concern in the system
that might need to be redesigned in order to minimize and/or prevent wax and hydrate formation in the
system. The figures below shows the pressure/temperature – distance profiles of the pipeline system.
Figure 7: Pressure-Distance Profile @ 0% Water Cut
Figure 9: Temperature-Distance Profile @ 0% Water Cut
Figure 8: Pressure-Distance Profile @ 90% Water Cut
Figure 10: Temperature-Distance Profile @ 90% Water
Cut
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 6
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
As depicted in figures 7 and 8, the pressure- distance profile for 0% water cut meets the pressure
requirement of a minimum of 10.3 bars at the topside for all production throughput. However, at 90%
water cut, the outlet pressure seem to be below the minimum requirement of 10.3 bars for all production
throughput. This is not a favorable condition for production optimization. PVT laboratory experiments
also revealed a wax appearance temperature (WAT) of 25°C below which wax deposition in the pipeline
will be prevalent. Figures 9 and 10 shows a system highly vulnerable to wax formation most especially
from half way down the travel distance to the topside for all anticipated production throughput. The
system has to be redesigned to prevent wax and hydrate formation during its operation.
4.0 Results and Discussions
In accordance to the base data highlighted so far in the previous sections, we will now suggest solutions
to redesigning the system in order to prevalent unfavorable operating phenomena such as wax, hydrate
and slugging.
4.1 Wax and Hydrate Management
Risk of wax and gas hydrates occurring in subsea flowlines presents problems to offshore oil and gas
production operations. Hydrates and wax can occur in oil and gas flowlines provided that the favorable
compositional mix and thermodynamic conditions exist [3]. Several correlations have been useful in
predicting hydrate formation in compositional fluids. The most reliable one requires a compositional
analysis. The Katz method utilizes vapor solid equilibrium constants defined by;
�
�
=
�
. .
Where
� is the vapor solid equilibrium constant, � is the mole fraction in the liquid phase and
� is
the mole fraction in the vapor-phase. For calculation purposes all molecules too large to form hydrates
have a k-value of infinity. These include normal paraffin hydrocarbon molecules larger than normal
butane. The k values were used in a “dew point” equation to determine the hydrate temperature at the
highest pressure in the system (25.01 bar – see figure 8) since high pressure and low temperature are
favorable conditions for hydrate formation. The calculation was iterative and convergence is achieved
when this function is satisfied [4].
�=
∑(
�=
�
�
)=
. .
As shown in appendix V, the relative density �� of the hydrate forming components at normalized mole
fraction was approximately 0.7. Using GPSA method, the hydrate formation temperature at 25.01 bar
(2,501 kPa) was found to be 9°C (see appendix VI). However, using the K value method as shown in
appendix V gave a projected hydrate formation temperature of 13.58°C. For conservatism, the result
for the K value method will be proffered over the result projected using the GPSA method. Furthermore,
a recommended safety margin of 5°C as required by API RP 14E will be added to take care of any
unforeseen contingencies that might occur in the system, bringing it to a total of (13.58 + 5 ≈ 19) °C.
4.2 Insulation Design
The two main process requirements that were considered in the insulation design were the desired
arrival temperature at the production platform and the required OHTC value to prevent hydrate and wax
formation. Based on the calculated result for hydrate formation temperature (19°C) and results from the
PVT analysis for wax formation temperature (25°C) with an inlet temperature of 50 °C, a thermally
efficient system will be such that has an arrival temperature outside the wax and hydrate formation
region. With this in mind, the design criterion is to ensure that the temperature at any point on the
flowline does not drop below 40 °C (i.e. WAT + 15 °C safety margin) as required by flow assurance
management for wax and hydrate formation. Shown in table 8 is the desired arrival and departure
conditions for the fluids.
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 7
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
The minimum overall heat transfer coefficient Umin required to meet the conditions highlighted on table
8 with respect to the desired arrival temperature,
can be calculated as;
×
−
�
(
)
. .
� =
−
�
Table 8: Desired Arrival and Departure Conditions
Table 9: Fluid Specific Heat Capacity for Hydrocarbon Fluid
Desired Arrival and Departure Conditions
Departure *
Arrival**
Temparature
Pressure
Temperature
Pressure
50 °C
24.1 bar
40 °C
10.3 bar
*Maximum Depature Conditions
**Minimum Arrival Conditions
-1
Fluid Specific Heat Capacity, Cp (j kg-1°C )
0% Water Cut
Vapour
Liquid
1,967.00
2,040.00
Table 10: Minimum Overall Heat Transfer Coefficient (OHTC) Analysis
PIPELINE CONDITIONS
Parameters
Symbol
Value
S.I Unit
Pipeline Length
L
10,200.00
m
Pipe Internal Diameter
Di
0.343
m
Pipe Wall Thickness
t
0.0127
m
Do
0.368
m
Pipe Outer Diameter
Mass Flow Rate
m
8.06
kg/s
Inlet Temperature
Ti
50.00
°C
Sea Water Temperature
T sw
4.00
°C
Hydrate Formation Temperature
Th
19.00
°C
Wax Formation Temperature
T wax
25.00
°C
Desired Arrival Temperature
Ta
Fluid Mixture Specific Heat Capacity
Cpm
40.00
1,978.760
HEAT TRANSFER PROPERTIES
Parameters
Symbol
Value
Pipe Heat Transfer Area
Minimum Overall Heat Transfer Coefficient
= �
Where
+
and
�
−�
A
Umi n
11,805.10
0.331
°C
j kg-1°C-1
S.I Unit
m2
-2
W m °C
�
-1
Vapour
1,967.00
90% Water Cut
Liquid
Aqueous
2,040.00 4,318.00
Table 10 shows an overview
of the OHTC analysis
carried out for the pipe
system in order to meet the
minimum wax and hydrate
management requirement.
From equation 4.3, A is the
pipe heat transfer area and is
calculated as
. Results
from the output file for
specific heat capacities of
the fluid phases revealed the
values presented in table 9.
The mixture specific heat
capacity
can be
calculated as;
. .
represents the specific heat capacity for the liquid and vapor phases respectively.
With respect to equation 4.3, the specific heat capacity is directly proportional to the OHTC. Thus, for
conservatism, the lowest no slip liquid hold up in the system was used to estimate the mixture specific
heat capacity. This was found to be 0.1611 for 0% water cut at the riser base with reference to the output
file from PipeSim. Presented on table 9 are the specific heat capacities for liquid (2,040 j kg -1 °C-1) and
vapor (1,967 j kg-1 °C-1) phases at 0% water cut. This was used in estimating the mixture specific heat
capacity by not putting the aqueous component into consideration since we are interested in the worst
case scenario for specific heat capacity that can exist throughout the system. Consequently, using
equation 4.4, the mixture specific heat capacity was calculated to be 1,978.76 j kg-1 °C-1 using the
minimum liquid hold up that can exist in the system (see appendix VII). This was found to be 0.162 at
the maximum throughput for 0% water cut at the riser base (see appendix 1.1). The minimum
anticipated mass flowrate
in the system was simulated to be 8.06 kg/m3 at 0% water cut for a
production throughput of 820 m3/day (see appendix 1.1).
Furthermore and as earlier mentioned, since the hydrate formation temperature T h was calculated to be
lower than the wax formation temperature T wax (see table 10), the desired arrival temperature, T a which
is the wax formation temperature plus a safety margin of 15 °C was used to estimate the required
minimum OHTC. As shown on table 10, the minimum OHTC was projected to be 0.331 W m-2 °C-1
(see appendix VIII).
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 8
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
The desired insulation material for this case study will be InTerPipe’s (ITP) Izoflex™ which has the
lowest thermal conductivity (0.007 W m-1°C-1) available in the market [5]. Izoflex™ is a silica based
insulator that can operate at wide temperature application range (-195 to 900 °C) without any ageing or
damage.
To achieve the desired OHTC for this system, the pipe-in-pipe system shown in figure 11 is
recommended. Assuming the inner and outer convective coefficients are negligible, the heat transfer
will be dominated by the insulating material (Izoflex™ in this instance) which has an ultra-low thermal
conductivity. The overall heat transfer coefficient putting into consideration the layers of the pipe
system can also be calculated as;
�
=
�
⁄
. .
Where � is the thermal conductivity of the insulating material (0.007 W m-1°C-1) and is the outer
radius of the inner pipe ( � ⁄ = .
. Substituting these values into equation 4.4 produced an
to be 0.206m. Thus, the insulation thickness was
estimated outer radius of the insulating material
calculated as;
− � = .
− .
= .
=
. .
� =
As seen from the calculations, due to the low thermal conductivity of Izoflex™, only a thin layer of
insulation is required to obtain highly insulated systems, which reduces the outer pipe size and
thickness, thus reducing weight and costs (less welding time, less steel). This compact and efficient
insulation allows long tiebacks and long cool down time for a subsea production pipelines.
Figure 4: Recommended Pipe and Insulation Configuration
4.3 Slugging Requirements
Severe slugging also referred to as riser-induced or terrain slugging occurs at reduced production rate
which favors the riser base geometry to form a low spot where liquids may accumulate [6]. The severe
slugging cycle starts with liquid blockage at the riser base, and the pressure upstream of the liquid
blockage increases until accumulated produced fluids rise to the separator as a large or severe slug.
Severe slugging detrimentally affects production uptime if the slug catcher becomes overfilled with a
severe slug and causes a shutdown. For liquid slug to grow, the pressure at the riser base must increase
more rapidly than the gas pressure in the pipeline. In order words, the ratio of the two severe slugging
number must be less than 1 (
< ).
=
[
[
⁄ ]
⁄ ]
�
<
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
. .
Page 9
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
Results from the output file using PipeSim shows that this criteria was meet thus justifying the
occurrence of slug in the system. According to Brill et. al (1981), the mean length of slug, L m can be
calculated as;
}=− .
ln{
+ .
√ln
�
+ .
ln{
}
. .
Where
is the mixture velocity expressed in ft/sec and Di is the pipe’s internal diameter expressed in
inches. Thus, assuming 100% liquid hold up, the mean slug volume
� can be calculated as;
�
=�×
Where A is the flow area calculated as
requirement for the field under study.
Table 11: Summary Result for Slugging Requirement
Flow Rate
m3/day
3,280.00
840.00
Pipe ID, Di
inches
13.50
Mixture Velocity, Um
ft/sec
0% Water Cut
9.40
3.20
90% Water Cut
2.80
0.80
�
. .
⁄ . Table 11 below shows a summary result for slugging
Mean Length of Slug, L m
m
0% Water Cut 90% Water Cut
157.43
146.57
147.73
136.13
Pipe Internal Cross
Sectional Area, Ai
Volume of Slug, Vslug
m3
m2
0.0924
0% Water Cut
14.55
13.65
90% Water Cut
13.54
12.58
As mentioned during the introduction, the separator’s slug handling capacity was stated to be 8.5 m 3.
Based on the results highlighted in table 11, the slug handling capacity of the separator is insufficient
even at 100% utilization. My recommendation therefore is for the operator to consider upgrading the
separator vessel to have a slug handling capacity of at least (1.5 ×14.55 m3) ≈ 22 m3 or incorporate
another slug catcher vessel with fluid handling capacity up to 13.5 m3 to the system at the platform if
there is sufficient space on deck
5.0 Impact of Water Cut on Field’s Flow Assurance Management
The field under study is anticipated to have 0% water cut during the first three years of production.
However, it has been predicted that the water cut will ramp up steadily up to a staggering sum of 90%
throughout the field’s productive life. The pressure-distance profile as shown in figure 8 suggest that
the water cut poses a great threat to the system in terms of pressure drop. Consequently, an artificial lift
mechanism such as gas lift system will be required to augment the energy required to transport
hydrocarbon production from the wellhead to the production platform. I also recommend that further
analysis be carried out on the well’s flowing bottom bole pressure (BHP) to ascertain the most suitable
type (intermittent or continuous) gas lift system for the field.
Furthermore, in addition to the impact of water cut on pressure drop, high water cut will often lead to
challenges associated with handling produced water at the production platform and a significant
reduction in hydrocarbon production as most of the pipeline valuable space will be occupied by the
produced water. The operator should consider developing produced water management strategies with
goal zero impact on the environment. Strategies such as incorporating produced water handling systems
into the production facility should be considered. In addition, the produced water can be treated and reinjected into the hydrocarbon reservoir for pressure maintenance.
6.0 Conclusions
The methodology considered in this report have mainly focused on hydrate, wax and slugging
management for flow assurance targeted from the subsea production manifold to the host platform.
However, similar approach may be inferred for flow assurance management targeted from the bottom
of the wellbore to the wellhead. Based on the results from the analysis carried out in this report, the
following operational constraints should be addressed prior to finalizing the subsea tieback architecture;
Cost/benefit decision for flow assurance benefits should be integrated into the risk management
strategies.
Where cost of flow assurance intervention and remediation are anticipated to be high, flow
assurance management strategies should be an essential part of the subsea production system
design and operations planning process.
For very high flow assurance risk, the subsea production system should be effectively managed
by analysis, design and operational constraints.
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 10
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
7.0 References
[1] Y. A. Abass, Determination of Cricondentherm, Cricondenbar and Critical Point of Natural Gas
Using Artificial Neural Network, Pennsylvania: The Pennsylvania State University, 2009.
[2] American Petroleum Institute (API), Recommended Practice for Design and Installation of
Offshore Production Platform Piping Systems: API RP 14E, Washinton DC: American Petroleum
Institute (API), 2003.
[3] K. Akachidike, A.H. Nayef and M. Younes, "Mitigating Hydrates in Subsea Oil Flowlines: Consider
Production Flow Monitoring and Control," in International Petroleum Technology Conference,
Doha, 2014.
[4] B. Karimkhani and Z. Khorram, "Prediction of Hydrate Formation and Compression Between
Different Types of Hydrate Inhibitors in the South Pars Gas Complex-Phases 4 & 5," in Russian
Oil and Gas Technical Conference and Exhibition, Moscow, 2006.
[5] InTerPipe, "ITP Pipe-in-Pipe Flowline," InTerPipe (ITP), 2015. [Online]. Available: http://www.itpinterpipe.com/products/pipe-in-pipes/pipe-in-pipes.php. [Accessed 28 March 2015].
[6] T. Makogon, D. Estanga and C. Sarica, A New Passive Technique for Severe Slugging Attenuation,
New York: BHR Group, 2011.
8.0 Appendices
Appendix I: Output and Summary Files
Appendix
Title of Document
Embedded Document
Appendix 1.1
Output File for 0%
Water Content
Ouput File @ 0% Water Content.pdf
Appendix 1.2
Summary File for
0% Water Content
Summary File @ 0% Water Content.pdf
Appendix 1.3
Output File for 90%
Water Content
Output File @ 90% Water Content.pdf
Appendix 1.4
Summary File for
90% Water Content
Summary File @ 90% Water Content.pdf
Appendix III: Mixture Density Calculation
From equation 3.2;
= � + −� �
@ 0% Water cut, � = . , =
.
= . ×
. + − .
× .
@ 90% Water cut, � = . , =
.
= . ×
. + − .
× .
/ ,
=
/
=
�
,
.
= .
/
= .
.
/
�
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Note
Please double
click embedded
document to
open
Please double
click embedded
document to
open
Please double
click embedded
document to
open
Please double
click embedded
document to
open
/
/
Page 11
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
Appendix IV: Erosional Velocity Calculation
From equation 3.1;
.
=
√
@ 0% Water cut,
=
. ×
=
= .
.
√
.
/
/
@ 90% Water cut,
=
.
. ×
=
= .
/
.
√
=
,
/
,
=
/
sec − k� −
/
/
sec − k� −
/
Appendix V: Hydrate Formation Temperature - K Value Method
Normalized
Molecular
Mole
Components
Weight
Fraction
g/mol
Yi
0.8247
Methane
Ethane
0.0994
Propane
0.0587
i-Butane
0.0142
n-Butane
0.0029
Total
1.00
Gas Relative Density
16.043
30.070
44.096
58.123
58.123
K
Molar Mass
Fraction
13.23
2.99
2.59
0.83
0.17
19.81
0.68
Yi/Ki
K
Yi/Ki
K
Yi/Ki
Temperature (°C)
Temperature (°C)
Temperature (°C)
5
10
15
1.5500
0.1750
0.0270
0.0125
0.0600
0.5320
0.5681
2.1757
1.1387
0.0490
4.4635
1.8500
0.6000
0.0900
0.0350
0.2000
0.4458
0.1657
0.6527
0.4067
0.0147
1.6855
2.00
1.35
0.40
0.15
Infinity
0.4123
0.0736
0.1469
0.0949
0.7277
Appendix VI: Hydrate Formation Temperature – GPSA Method
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 12
�Flow Assurance Management and Benchmarking: Slugging,
Hydrate and Wax Formation Assessment of an Offshore Oil
Field.
Appendix VII: Mixture Specific Heat Capacity
From equation 4.4 and table 9;
= �
+ −�
�
� = .
=
= ,
,
.
× ,
−
+
℃− ,
− .
�
× ,
= ,
= ,
.
−
℃−
−
℃−
Appendix VIII: Minimum Overall Heat Transfer Coefficient (OHTC) Calculation
From equation 4.3 and table 10;
×
� −
(
)
� =
−
�
= .
Where;
�=
�
=
.
=
×[ .
× ,
,
.
/ ,
.
= ,
+
× .
.
−
]×
−
)= .
−
(
℃− ,
,
�
=
−
=
℃−
,
℃,
.
�
=
℃,
= ℃
Appendix IX: Insulation Thickness Calculation
From equation 4.4;
�
=
Where;
(
=�
�
�
�×
= .
�
�
)
⁄
×
W m − ℃− ,
=�
.
.
× .
=
⁄ = .
× .
= .
,
�
= .
�
−
℃−
Thus, the insulation thickness can be calculated as;
− � = .
− .
= .
=
� =
[Prepared by Chima Clement | 51444886 | EG55F8 | April 2015]
Page 13
�
 Chima Clement
Chima Clement